Как правильно научиться варить электросваркой видео: Как самостоятельно научиться варить электросваркой
Содержание
Как правильно варить сваркой — видео
Перед тем, как пробовать учиться варить инверторной сваркой, необходимо ознакомиться с комплектующими частями инвертора, а также посетить несколько практических занятий (можно посмотреть, как правильно варить сваркой видео). Сварочный инвертор состоит из следующих деталей:
преобразователь частоты; система управления; сетевой фильтр и выпрямитель; высокочастотный трансформатор; силовой выпрямитель.
Как правило, габариты сварочного инвертора невелики, это позволяет носить его даже на плече в течение всего рабочего дня.
Как научиться варить сваркой инвертором, может узнать любой желающий. Для этого необходимо использовать сварочные электроды, которые бывают трех основных видов:
- высоколегированные;
- углеродистые;
- легированные.
Благодаря правильному использованию нужных электродов можно получить достаточно качественный шов. Частота тока в сварках инверторного типа при этом не должна превышать 60-85 кГц.
Сварочный инвертор очень экономный, что является очень большим плюсом для аппарата. И размеры оборудования, и его экономичность обусловлены европейскими стандартами, создающими достаточно жёсткие рамки потребления энергии.
Чтобы знать, как правильно варить сваркой (видео), необходимо хотя бы предполагать, какое дополнительно оборудование может понадобиться: защитная маска (выбирать необходимо удобную маску, которая будет удобно крепиться на голове), держатели, защитные рукавицы и костюм.
Какой сварочный аппарат выбрать для проведения сварочных работ?
Чтобы варить инверторной сваркой, прежде всего, необходимо выбрать сам аппарат для сварки. На современном рынке очень много разных моделей сварочных аппаратов, как и много видеоматериалов в разделе как работать со сваркой видео.
Чтобы подобрать наиболее подходящий агрегат, нужно ознакомиться с особенностями каждой модели. В первую очередь при выборе инвертора обращают внимание на диапазон регулировки сварочного тока. К примеру, для сварочных работ на даче отлично пойдёт аппарат с показателем в пределах 160-200 А.
К примеру, для сварочных работ на даче отлично пойдёт аппарат с показателем в пределах 160-200 А.
Как варить сваркой «видео по инверторам» наверняка содержит информацию и о таком показателе, как ПВ – продолжительность выключения инвертора. Данный показатель всегда указывается в технических характеристиках сварочного аппарата (в %). К примеру, если ПВ равен 40%, то время работы соответственно будет составлять 60%.
Можно собрать сварочный инвертор и самому, только перед тем, как сделать сварку своими руками, придётся очень много информации проштудировать.
Напряжение холостого хода и потребляемая мощность – два показателя, которые также играют важную роль при выборе. Напряжение должно составлять 50-90 А, а потребление мощности не должно превышать 16-25 А.
Также раздел «как работать со сваркой видео» содержит информацию о пыле- и влагозащищённых свойствах корпуса устройства.
Выбор электродов для сварочного инвертора
Материал «как правильно варить сваркой видео» обязательно также содержит информацию о том, какие электроды нужно покупать для работы со сваркой инверторного типа.
Выбор электродов в первую очередь зависит от того, с какими материалами будет вестись работа (низко-, среднеуглеродистыми сталями, низколегированными, нержавеющими). К примеру, для наплавки и работы со спецсталями используются электроды высоколегированные, для сварки легированных сталей – легированные электроды.
Выбор электродов также зависит от вида работ. Например, на даче, где сварка производится в основном без критических нагрузок, можно использовать электроды класса МР-3 или АНО. Если проводятся более сложные сварочные работы, лучше применять электроды класса ОУНИ. Кроме того, необходимо также учитывать диаметр и марку электродов.
Азы сварки для начинающих
Перед тем, как приступить к сварке ответственных деталей, необходимо попробовать сварить что-то ненужное. Даже, если сварщик вообще не имеет опыта, на таких изделиях, он сможет сам понять, как научиться варить сваркой.
Нужно заправить электрод в специальный держатель, зажимы зафиксировать на свариваемой детали.
Электрод нужно становить под углом 65о к изделию и стараться при сварке всегда соблюдать небольшое расстояние между электродом и деталью. После прокладки шва по нему рекомендуется постучать молотком, чтобы полностью осыпался весь шлак.
Как правильно варить сваркой видео содержит информацию, где различают три основных вида швов:
- вертикальный;
- горизонтальный;
- потолочный.
Для успешной работы необходимо соблюдать также несколько правил:
- необходимо научиться правильно удерживать сварочный электрод;
- получить сварочную дугу можно двумя способами: подъёмом или черканием;
- получение дуги сопровождается благодаря подводу второго провода (массы), который отходит от инвертора и присоединяется к свариваемой детали;
- оптимальное расстояние от электрода до детали – 2-6 мм;
- если плавно и равномерно вести по всей длине места соединения, то канава, которая образуется при воздействии дуги на металлическую поверхность, будет заполняться расплавленным металлом (как варить сваркой видео содержит подробный материал).


Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Электросварка. Видео. Как варить электросваркой
Автор: Михаил Щербаков
Электросварка. Видео
Это очень удобный формат для обучения электросварке. Ведь вы можете увидеть в действии все движения сварщика и процессы, происходящие во время выполнения сварного шва. И чтобы научиться варить электросваркой в принципе видеоуроков может быть достаточно, но важно понимать, что только ваша практика позволит вам действительно хорошо научиться варить электросваркой.
Ещё важный момент заключается в том, чтобы изучать теорию и осваивать практику сбалансированно. Я часто замечаю, как начинающие сварщики пытаются погрузиться глубоко в теорию или же пытаются варить, не понимая, что они делают и что на самом нужно делать. Чтобы научиться хорошо варить электросваркой, вам нужно поддерживать баланс при изучении теморетических основ электросварки и освоением практических приёмов выполнения сварных швов.
Чтобы научиться хорошо варить электросваркой, вам нужно поддерживать баланс при изучении теморетических основ электросварки и освоением практических приёмов выполнения сварных швов.
И последняя рекомендация. Наверняка вам не нужно просматривать все эти видео по электросварке прямо сейчас. Тем не менее, вполне возможно, они понадобятся вам позже. поэтому, сохраните адрес этой страницы у себя в «избранном» или в «закладках», чтобы иметь возможность посмотреть эти видео тогда, когда они вам понадобятся.
Ну а теперь переходим к самим видео по электросварке.
Я разделил их на 3 категории:
1 — видеоуроки по электросварке,
2 — обзоры сварочного оборудования,
средств индивидуальной защиты и т.д.
3 — другое
Итак, начнём с видеоуроков.
________________________________________________________________________________
ВИДЕОУРОКИ
Как варить электросваркой. Это 1-й урок.
Полный курс на странице: http://svarka-elektrodom.ru/
В процессе просмотра видеокурса вы увидите, как выполнять разные виды сварных швов
_________________________________________________
Как выбрать сварочную маску «хамелеон». Это 1-й урок.
Полный курс на странице: http://svarka-elektrodom.ru/vibor-hameleona/
_________________________________________________
Как выбрать сварочный инвертор. Это 1-й урок.
Полный курс на странице: http://svarka-elektrodom.ru/invertor/
_________________________________________________
4 способа установить ток сварки правильно. Это 1-й способ.
Это 1-й способ.
Полный курс на странице: http://svarka-elektrodom.ru/tok/
________________________________________________________________________________
ОБЗОРЫ
Обзор масок элетросварщика
Костюмы сварщика (робы)
Приспособления для закрепления заготовок перед сваркой
 youtube.com/embed/MOj_FSsUpeA?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/MOj_FSsUpeA?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
Современные маски электросварщиков (Россия)
Защита органов дыхания сварщика
Оборудование для устранения магнитого дутья
и внутренних напряжений в металле
Выставка Weldex/Россварка 2013
 youtube.com/embed/Tjx4N3NoiQ0?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/Tjx4N3NoiQ0?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
Выставка Weldex/Россварка 2012
________________________________________________________________________________
ДРУГОЕ
Сварка в искусстве
Почему полезно мастерить своими руками
 com/embed/cdVYC_CtUnw?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
com/embed/cdVYC_CtUnw?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
Обо мне и моей деятельности
А теперь в комментариях напишите, пожалуйста, какое видео вам понравилось больше всего и почему?
Что ещё вам рассказать? О чём снять видео?
уроки сварки инвертором для начинающих + видео
В данной статье мы хотели бы раскрыть все нюансы сварки электродом для начинающих. Если вы не собираетесь стать профессионалом в сфере сварки, но научиться работать со сварочным аппаратом хочется, мы проведем пару уроков по сварке для начинающих. Конечно, сразу вы не станете сварщиком экстра класса, но этого ведь и не требуется. Главное — понять, как правильно варить сварочным аппаратом и электродами если вы новичок, а также постичь основные приемы работы.
В этом уроке сварки для чайников мы ответим на следующие вопросы: “как правильно варить сваркой начинающим”, “как правильно варить шов сваркой” и обязательно расскажем “как правильно варить инверторной сваркой”.
Рис.1 — Сварочный инвертор FUBAG IR 160
Ручная дуговая сварка покрытыми плавящимися электродами (ручная дуговая сварка MMA) – это один из самых доступных для обучения методов сварки.
Наш первый урок сварки для начинающих
Прежде всего, нужно определиться с вашими задачами. От этого будет зависеть и выбор аппарата для сварки.
Основной параметр сварочного инвертора – это диапазон сварочного тока. Выбор по этому параметру напрямую связан с объемами, видами и периодичностью работ, которые вы планируете.Также желательно, чтобы Ваш инвертор имел функцию облегчения розжига и анти прилипания электрода – это значительно облегчит отработку навыка розжига и удержания дуги. В этом ролике мы подробно про них расскажем.
Шаг 1. С чего начать. Определяемся с целями
Предположим, ваша жена решила стать садоводом и вам предстоит возвести каркас теплицы или Вы строите бокс для гаража.
Материалом для таких работ обычно служит мелкий фасонный прокат (уголок, профильные трубы) и листовая сталь толщиной 2-3 мм. Проводят такие работы как правило электродами на 3 мм при токе 80-130 А.
На примере сварочного инвертора FUBAG IR 160 со сварочным током в диапазоне 10-160 А мы покажем с чего начать.
Пару слов о том, почему выбираем именно инвертор. Сваривать металл инвертором легче, потому что устройство обеспечивает постоянный ток сварки (независимо от колебаний напряжения в сети). Вследствие этого дуга горит устойчиво, металл разбрызгивается незначительно. Еще один плюс сварочных инверторов FUBAG – у них небольшой вес.
Сваривать металл инвертором легче, потому что устройство обеспечивает постоянный ток сварки (независимо от колебаний напряжения в сети). Вследствие этого дуга горит устойчиво, металл разбрызгивается незначительно. Еще один плюс сварочных инверторов FUBAG – у них небольшой вес.
Например, данный аппарат весит всего 3 кг.
К тому же, современные инверторы оснащаются функциями, которые облегчают жизнь сварщику, особенно начинающему – горячим стартом, анти прилипанием и форсажем дуги.
Названия функций звучат красиво, но зачем они нужны и чем облегчат Вашу жизнь?
Hot Start
Функция Hot Start ХОТСТАРТ (Горячий старт) обеспечивает уверенное зажигание дуги. В момент поджига аппарат на доли секунды автоматически увеличивает силу тока дополнительно к заданной сварщиком. Благодаря этому электрод моментально разогревается и легко зажигает дугу . Если в аппарате такой функции нет, то могут возникнуть сложности с розжигом дуги.
Arc – force
Arc – force АРК ФОРС (форсаж дуги) . Если в процессе сварки сварочная дуга по каким-то причинам «рвется» и гаснет, функция аркфорс автоматически даёт дополнительные импульсы тока, что позволяет сварщику работать без случайного обрыва дуги.
Аnti Stick
АNTI STICK (АНТИСТИК) – легкое отделение залипшего электрода без повреждения обмазки.
Иногда электрод прилипает к металлу и происходит короткое замыкание. Отделить электрод от заготовки в этот момент практически невозможно. Функция АNTI STICK срабатывает при таком коротком замыкании и сбрасывает значения тока до минимума. Электрод можно легко отделить от заготовки. После этого ток автоматически возвращается к установленным значениям и Вы можете продолжать работу этим же электродом.
— Подбираем электрод
Со сварочным инвертором понятно. Что еще понадобится для сварки чайникам – электроды! Вообще, чтобы подобрать электрод при сварке инвертором, мы должны знать: тип металла и его толщину т. к. для каждого типа металла и толщины подбирается свой электрод. Опытные сварщики учитывают еще и положение для сваривания, глубину провара и другие нюансы, но для начала нам будет достаточно толщины металла. У нас заготовка толщиной 3 мм, поэтому выбираю электроды fubag FB46. Они отлично подходят для сварки низкоуглеродистой стали.
к. для каждого типа металла и толщины подбирается свой электрод. Опытные сварщики учитывают еще и положение для сваривания, глубину провара и другие нюансы, но для начала нам будет достаточно толщины металла. У нас заготовка толщиной 3 мм, поэтому выбираю электроды fubag FB46. Они отлично подходят для сварки низкоуглеродистой стали.
Для начала вы можете пользоваться вот такой таблицей для подбора электродов для сварки ММА:
Рис.3 — Электроды fubag FB46
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
По мере приобретения собственного опыта и предпочтений, Вы сможете подбирать удобные для вас диаметры и виды электродов.
— Защищаем глаза
При работе со сваркой защита для глаз – обязательное условие! Мы будем пользоваться маской сварщика ULTIMA Panoramic 5-13. Очень достойная и надежная модель с большой зоной обзора. Кроме того понадобятся краги, спецодежда и обувь, чтобы избежать ожогов от искр и расплавленного металла.
Рис.4 — Сварочная маска FUBAG ULTIMA Panoramic 5-13
— Готовим рабочее место и заготовки
Перед началом работы необходимо подготовить рабочее место. Мы будем варить на специальном демонстрационном столе. В рабочих условиях проследите, чтоб в непосредственной близости от сварки не было легковоспламеняющихся материалов.
Часто начинающие сварщики делают большую ошибку, когда пренебрегают подготовкой деталей под сварку. На свариваемых деталях всегда имеются различные загрязнения — ржавчина, краска. Такие загрязнения влияют на качество шва. Необходимо металлической щеткой зачистить зоны шва на ширину 20-25 мм от стыка. Если детали сильно загрязнены, то можно протереть их ацетоном или растворителем.
Если детали сильно загрязнены, то можно протереть их ацетоном или растворителем.
Рис.5 — Зачистка зоны шва
— Подключаем аппарат
Аппарат нужно установить в горизонтальном положении. Теперь подключаем сварочные кабели к силовым разъемам аппарата.
Возможны два варианта подключения массы и электрододержателя:
Прямая полярность – когда заготовка подключается к плюсу, а электрод к минусу.
Обратная полярность – электрод к плюсу, заготовка к минусу.
Рис.6 — Подключение сварочных кабелей
На пачке с электродами указывается полярность, на которой рекомендовано ими работать. Например, эти электроды – для работы на обратной полярности, т.е. они подключаются к плюсу.
Мы работаем электродами для сварки как на обратной, так и на прямой полярности.
Рис. 7 — Электроды FB 46 D3.0 мм
7 — Электроды FB 46 D3.0 мм
И мы будем варить на обратной полярности.
Более подробно о прямой и обратной полярности – смотрите в ролике «как подобрать электроды для сварки».
— Выставляем силу тока
Теперь можно подключить аппарат в сеть и выставить нужный сварочный ток. Сила сварочного тока подбирается в соответствии с диаметром электрода и толщиной свариваемого металла. На начальном этапе вы можете ориентироваться по таблицам, которые даны на каждом сварочном аппарате. Когда приобретёте достаточный опыт, то сможете подбирать силу тока под свой стиль.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Мы варим сталь 3 мм электродами диаметром 3.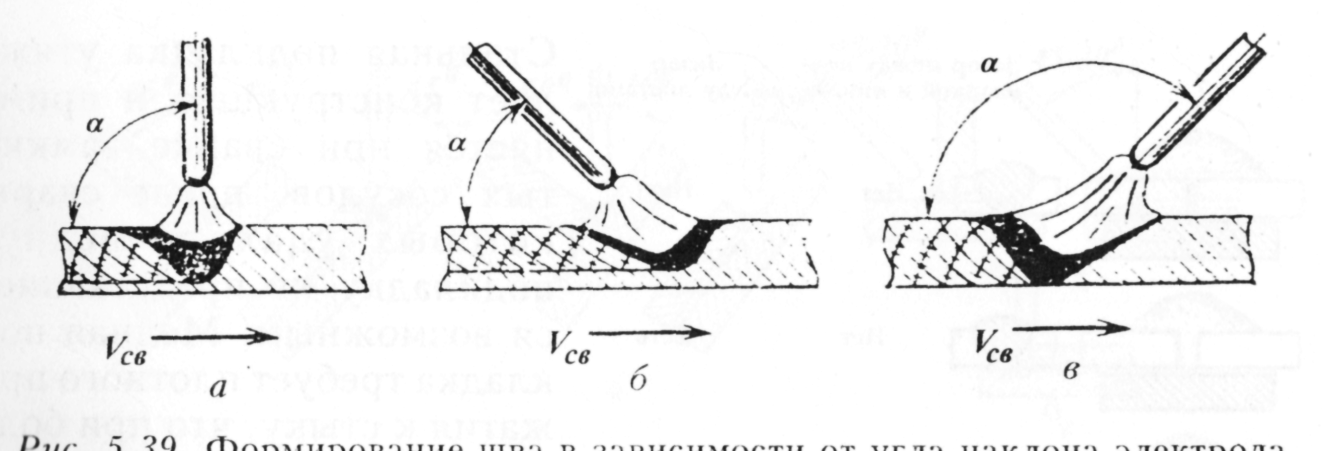 Соответственно, выставляем нужный нам рабочий ток – 100А. Наш инвертор IR160 имеет цифровой дисплей, что значительно упрощает настройку и контроль за силой тока.
Соответственно, выставляем нужный нам рабочий ток – 100А. Наш инвертор IR160 имеет цифровой дисплей, что значительно упрощает настройку и контроль за силой тока.
Рис.8 — Настройка сварочного тока
Не стоит выставлять значение выше максимального, иначе металл будет прожигать, но также таким способом можно резать металл. Если выставить слишком низкую силу тока, то дуга зажигаться не будет и электрод начнет залипать.
— Зажигаем сварочную дугу
Потренируемся в зажигании сварочной дуги. Зажечь сварочную дугу можно двумя способами — касанием и чирканьем.
- Чиркая электродом как спичкой на месте начала сварки мы провоцируем запуск дуги. Если точно, то мы касаемся электродом металла, затем ведем его касаясь поверхности и плавно поднимаем электрод на установленное расстояние.
Рис. 9 — Способ зажигания сварочной дуги — чирканье
- Способ касанием (его еще называют постукиванием) отличается лишь тем, что мы не ведем электрод по поверхности металла, а просто касаемся его краем места начала сварного шва и отводим электрод.

Рис.10 — Способ зажигания сварочной дуги — касание
Держите электрод под углом около 45 градусов и старайтесь поддерживать этот зазор между электродом и металлом в 3-4 мм по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону, оторвите и снова зажгите дугу. Добейтесь навыка получения устойчивой дуги между электродом и деталью.
Попробуйте поработать и тем, и другим способом и выберите, какой Вам подходит больше.
— Пробуем варить
Когда у Вас все получится с зажиганием и поддержанием дуги, то можете попробовать наплавить валик. Для этого надо зажечь дугу и плавно перемещать электрод по горизонтали, выполняя при этом колебательные движения. Расплавленный металл как бы «подгребайте» к центру дуги.
В конце сварочного шва, делаете колебательные движения в стороны и убираете электрод в сторону наплавленного металла. Эта хитрость придаст сварному соединению красоту (избавит от кратера).
Эта хитрость придаст сварному соединению красоту (избавит от кратера).
Рис. 11 — Наплавление валика
К концу урока “сварки для начинающих” у Вас должен получиться красивый шов, имеющий маленькие волны из наплавленного металла. После остывания необходимо отбить шлак. Должен получился вот такой валик.
Рис.12 — Красивый шов
Когда Вы уверенно научитесь делать такие заготовки, можно переходить к следующему этапу – пробовать варить различными видами швов. А вот какие бывают виды швов, как передвигать электрод чтоб добиться красивого и надежного шва мы расскажем в следующей статье!
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Как правильно варить сваркой: технология и порядок выполнения
Выполнить наиболее надежное соединение заготовок можно, если правильно варить сваркой. Но для получения качественного соединения нужно уметь работать со сварочным аппаратом. Нередко для выполнения подобных работ приходится обращаться к специалистам. При желании освоить технику сварки можно посмотрев видео на тему. Сначала рекомендуется научиться работать сваркой на легких образцах, а затем переходить к более сложным работам.
Но для получения качественного соединения нужно уметь работать со сварочным аппаратом. Нередко для выполнения подобных работ приходится обращаться к специалистам. При желании освоить технику сварки можно посмотрев видео на тему. Сначала рекомендуется научиться работать сваркой на легких образцах, а затем переходить к более сложным работам.
Подготовка к работе
Прежде всего, нужно изучить особенности устройства сварочного аппарата. Оборудование дает на электрод переменный и/или постоянный ток, разогревая его таким образом. Ведение электрода по поверхности сложенных вместе соединяемых деталей — это и есть процесс сварки в упрощенном варианте. Кроме аппарата и расходных элементов требуется заготовить молоток, для сбивания шлака, крепежи для заготовок и предметы индивидуальной защиты. Описание подготовки можно найти и на видео.
Средствами индивидуальной защиты необходимо пользоваться обязательно. Даже если мастер умеет варить, все равно работа достаточно опасна. Необходимо быть одетым в одежду с длинным рукавом, закрывающей тело максимально. Нужна маска, перчатки, роба.
Необходимо быть одетым в одежду с длинным рукавом, закрывающей тело максимально. Нужна маска, перчатки, роба.
При выборе аппарата стоит обратить внимание на некоторые характеристики:
- максимальная величина тока;
- рабочий цикл;
- возможность переключения режимов;
- длительность срока гарантии.
Правильно выбрать параметры аппарата можно в соответствии с видео 1.
Детали также должны быть подготовлены к обработке. На них требуется изготовить кромки, в которые будет заливаться расплавленный металл. О подготовке деталей можно посмотреть в видео 2.
Основы технологического процесса
Научиться пользоваться сварочным аппаратом можно только на практике. Для первых работ лучше использовать ненужные заготовки, которые не жалко будет в случае порчи. Подготовленные заготовки можно варить. Этот процесс предполагает образование электрической дуги между металлом электрода и металлом обрабатываемой поверхности. Под воздействием дуги металл расплавляется. Смешение расплавленного металла образует сварочную ванну.
Подготовленные заготовки можно варить. Этот процесс предполагает образование электрической дуги между металлом электрода и металлом обрабатываемой поверхности. Под воздействием дуги металл расплавляется. Смешение расплавленного металла образует сварочную ванну.
Над сварочной ванной и в области сварочной дуги воздух вытесняется расплавляемой обмазкой электрода. Это необходимо для предотвращения окисления металлов при взаимодействии с кислородом. После удаления дуги металл постепенно застывает. В результате образуется сварочный шов. Шов, образующийся при сварке, служит соединяющим детали элементом. На шве образуется слой шлака, который защищает его от взаимодействия с внешней средой. Когда мастер заканчивает варить, шлак со швов сбивается.
Порядок выполнения сваривания
Начинать работу можно только после надежного закрепления деталей в тисках. Зажим заземления надежно закрепляется. Проверяется изоляция кабелей и соблюдение всех правил безопасности, выставляется требуемая мощность тока на аппарате и зажигается дуга. Для ее зажигания нужно поднести электрод к обрабатываемым поверхностям под углом 60 градусов и провести им над ними медленно и плавно. С какой скоростью это делать лучше посмотреть на видео. После это электродом дотрагиваются к металлу и приподнимают на 5 мм. Правильно выполненная операция приводит к зажиганию дуги.
Для ее зажигания нужно поднести электрод к обрабатываемым поверхностям под углом 60 градусов и провести им над ними медленно и плавно. С какой скоростью это делать лучше посмотреть на видео. После это электродом дотрагиваются к металлу и приподнимают на 5 мм. Правильно выполненная операция приводит к зажиганию дуги.
В процессе сварки электрод выгорает, поэтому нужно варить, постепенно приближая его к поверхности. При залипании нужно отвести его в сторону. Если зажигание не происходит, то может требоваться большая сила тока.
Правильно сформировать шов можно, если выполнять колебательные движения электродом. Перемещать его следует в горизонтальном направлении. Благодаря колебательным движениям расплавленный металл будет подгребаться к центру дуги. Должно получиться наплавление на месте соединения деталей с волнистой поверхностью. Это и будет правильно сформированный сварочный шов.
Если соединение длинное и электрод расплавился раньше, чем оно будет закончено, то нужно остановить работу и заменить элемент. После этого с конца сварочного шва удаляется шлак и можно продолжить варить. Зажигать дугу следует на расстоянии 1,2 см от кратера уже выполненного шва.
После этого с конца сварочного шва удаляется шлак и можно продолжить варить. Зажигать дугу следует на расстоянии 1,2 см от кратера уже выполненного шва.
Как вести горелку?
Траектория движения сваривающего элемента играет большую роль при сварке. Вести дугу правильно можно по одной из трех траекторий:
- поступательной;
- продольной;
- поперечной.
При поступательных движениях достаточно просто добиться стабильной длины дуги. Для этого вести ее нужно вдоль электродной оси. Продольное перемещение позволяет изготовить очень тонкое соединение. Для его закрепления применяется поперечная техника. Поперечное движение позволяет правильно формировать швы требуемой ширины. При этом выполняются колебательные движения.
Чаще всего нужно варить с применением комбинации из трех траекторий. Только в этом случае получается максимально качественное соединение.
Пользоваться сварочным аппаратом и обрабатывать детали сваркой может научиться каждый. В сети предложено множество разнообразных видео о том, как варить различными типами оборудования. Их можно использовать для наглядности и закрепления информации.
В сети предложено множество разнообразных видео о том, как варить различными типами оборудования. Их можно использовать для наглядности и закрепления информации.
Похожие статьи
Как правильно варить шов электросваркой начинающим: технология и правила
Самым надежным и прочным способом соединения деталей остается сварочный шов. Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Практически каждый домашний умелец обязательно использует сварку.
Конечно, не все умеют правильно сваривать детали, им приходится пользоваться услугами профессиональных сварщиков. Но при большом желании, можно научиться сваривать детали своими руками.
Самой простой считается электросварка. Именно с нее начинается изучение сварочного процесса. Только после приобретения определенного опыта в получении хорошего шва, можно приступать к выполнению сложной работы. Давайте познакомимся с основами сварочного технологического процесса и его нюансами.
Давайте познакомимся с основами сварочного технологического процесса и его нюансами.
Подготовительные работы
Прежде чем начать сварку, детали сначала выправляют и затем хорошо чистят. Причем очищать детали необходимо до начала сборки узла. Появление дефектов сварочного шва обычно связано с различными видами загрязнений:
- Ржавчины;
- Масла;
- Окалины.
Очень важно хорошо зачистить металл там, где будут проводиться сварочные работы. Это касается кромок каждой детали. Любое загрязнение в щели между свариваемыми деталями, должно быть обязательно удалено. Можно выжечь грязь сильным пламенем горелки, продуть мощной струей сжатого воздуха.
Очищать поверхность можно самыми разными способами:
- Щеткой с металлическим ворсом;
- Иглофрезами;
- Гидропескострйными системами;
- Дробью;
- Горелкой;
- Шлифовальным кругом;
- Травлением;
- Растворителем.
После подготовки инструментов и материала, давайте разберемся по шагам как правильно варить электросваркой.
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
В этом месте шов может просто разрушиться при эксплуатации детали.
Первые шаги
Чтобы научиться, хорошо сваривать детали, сначала практикуются на ненужных металлических валиках. Не требуется создавать соединительные швы, необходимо просто научиться правильно расплавлять материал. Поверхность металла не должна иметь следов ржавчины и быть хорошо очищенной.
Как делаются валики
Электрод вставляется в держатель. Чтобы вызвать появление тока в области плавления, достаточно чиркнуть по поверхности металла кончиком электрода, или просто постучать несколько раз по заготовке.
Когда появится электрическая дуга, электрод направляется на заготовку, с выдержкой постоянного зазора между поверхностью металла и электрической дугой. Зазор должен иметь постоянное значение, и лежать в диапазоне 3–5 миллиметров.
Важно! Чтобы получить качественный шов, необходимо все время поддерживать одинаковую длину дуги. Если изменить эту величину, дуга может прерваться, шов будет иметь много дефектов.
Направление электрода делается под определенным углом относительно плоскости заготовки. Самым оптимальным считается угол в 70 градусов, Наклон не имеет определенного значения, главное чтобы сварщику было удобно. В процессе работы сварщик сам находит для себя оптимальное положение, в зависимости от специфичности выполняемой работы.
Во время таких практических занятий нужно научиться правильно, подбирать силу тока, чтобы подача все время оставалась стабильной. Если тока будет недостаточно, дуга будет постоянно гаснуть. При очень мощном потоке, начнется проплавление металла. Только экспериментальным путем можно научиться, правильно устанавливать режим сварки.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
- Зигзагообразная;
- Петлевидная;
- Елочкой;
- Серпом.
Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
- Тавровые;
- Стыковые;
- Угловые;
- Внахлест.
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
1.Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Как получаются вертикальные швы
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой. Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II. Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Как электросваркой сварить потолочный шов
Частый вопрос: как варить потолочный шов электросваркой, ведь он стекает? Ответ прост: такие швы варятся короткой дугой. Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Когда свариваются потолочные швы, начинают всплывать пузырьки газа. Они оказываются в самом корне шва. От этого страдает прочность и качество сварного соединения.
Применение потолочной сварки имеет ограниченный характер. О ней вспоминают, когда невозможно получить шов из нижнего положения.
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
- Толщину заготовки;
- Марку стали.
В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
- Горизонтальная;
- Тавровая.
Сварка вертикального типа может быть:
- Снизу вверх;
- Потолочная;
- Тавровая,
Каждый производитель в инструкции к электродам, обязательно сообщает значение сварочного тока, при котором они будут нормально работать. В таблице показаны классические параметры, применяемые опытными сварщиками.
На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Для 2 мм устанавливается примерно 40 – 80 ампер. Такую «двойку» всегда считают очень капризным.
Существует мнение, что если диаметр электрода имеет малые значения, значит с ним очень легко работать. Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе. Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 4 мм. Сила тока 110-160 Ампер. В данном случае разброс, равный 50 амперам зависит от толщины металла, а также вашего опыта работы. «Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи. В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.
Зачем прокаливают электроды
Это делается только с одной целью, удалить влагу. При сварке сырым электродом, возможно появление дефектов сварочного шва. Такой электрод будет все время липнуть к детали.
В каждой строительной компании обязательно установлено оборудование, которое прокалывает электроды. Такая операция недоступна сварщикам-любителям.
Если вы начали работать с новой пачкой, но не смогли израсходовать ее до конца, оставшееся количество электродов нужно спрятать в сухое и теплое место. Никогда не храните электроды в подвале и на чердаке. Они быстро отсыреют и придут в негодность.
Никогда не храните электроды в подвале и на чердаке. Они быстро отсыреют и придут в негодность.
Заключение
Правила сварки достаточно просты, стоит лишь несколько раз потренироваться на ненужном куске железа. Главное следуйте всем приведенным инструкциям и у вас точно все получится. Сможете варить дуговой сваркой и на потолке и на стене.
Похожие статьи:
Как варить аргоном — практические советы и видео
Сварка аргоном — это разновидность электродуговой сварки. По применению она более сложная. Постараемся разобраться, как варить аргоном на практике.
Аргонодуговой сваркой называют технологический процесс соединения между собой изделий из различных металлов и их сплавов путем расплавления их электродугой в защитной среде инертного газа, в частности, аргона. Хоть этот процесс и представляет собой разновидность электродуговой сварки, но по техническому применению он является более технологически сложным, поэтому и постараемся разобраться, как варить аргоном на практике.
Немного теории
Инертный газ аргон относится к группе так называемых «благородных» газов, что определяется его валентностью и вытекающими из этого основными физико-химическими свойствами, которые не позволяют ему вступать в химические соединения с другими веществами, в том числе и с кислородом, даже под воздействием высоких температур. Это его замечательное свойство с точки зрения технического применения и стало основой широкого промышленного применения этой технологии электросварки различных металлов и их сплавов в среде аргона.
Таким образом, инертный газ аргон позволяет практически полностью изолировать расплавленный высокотемпературной плазмой электродуги свариваемый металл от атмосферного воздуха, а, точнее, от кислорода, находящегося там. Являясь почти на 40% тяжелее основных атмосферных газов, он с легкостью вытесняет все другие газы из зоны электросварки и тем самым позволяет изолировать сварочную ванну от негативного влияния кислорода.
Особенности аргонной сварки
Электросварка в защитной среде аргона, особенно в последнее время, становиться все более популярней как у опытных сварщиков, так и у простых обывателей, прежде всего из-за своей доступности. Если раньше наличие аппарата для сварки аргоном было уделом только специализированных производств, то сегодня приобрести такой сварочник и баллоны с аргоном к нему не составляет особого труда. Но при легкой доступности оборудования есть одна небольшая сложность в вопросе: как правильно варить аргоном на практике.
Если раньше наличие аппарата для сварки аргоном было уделом только специализированных производств, то сегодня приобрести такой сварочник и баллоны с аргоном к нему не составляет особого труда. Но при легкой доступности оборудования есть одна небольшая сложность в вопросе: как правильно варить аргоном на практике.
Стоит отметить, что главным критерием востребованности аргоновой сварки является область ее применения, а точнее, ее способность, в отличие от других видов сварки, производить соединение различных металлов. Таких, как:
- нержавеющие и высоколегированные стали,
- серый чугун,
- алюминий,
- титан,
- медь и ее сплавы.
Причем это не полный перечень материалов, но и он во многом неосуществим для обычной электродуговой или газовой ацетиленовой сварки.
Ну и основным достоинством электродуговой сварки в среде аргона является качество сварного шва, которое также практически недостижимо при других видах сварки.
Как правильно варить аргоном
Для начинающих и любителей стоит сразу оговориться, что сварка аргоном является довольно сложным технологическим процессом, который требует не только прочных знаний металловедения, но и определенных навыков и опыта сварочных работ. При этом, если учитывать далеко немалую стоимость самого газа аргона, лучше всего начинать тренироваться и пробовать набить руку на сварке различных деталей, к примеру, из нержавеющей стали. И только посмотрев видео сварки аргоном в виде уроков для начинающих, а также приобретя достаточный опыт и теоретические знания, стоит приступать к сварке цветных металлов и их различных сплавов.
При этом, если учитывать далеко немалую стоимость самого газа аргона, лучше всего начинать тренироваться и пробовать набить руку на сварке различных деталей, к примеру, из нержавеющей стали. И только посмотрев видео сварки аргоном в виде уроков для начинающих, а также приобретя достаточный опыт и теоретические знания, стоит приступать к сварке цветных металлов и их различных сплавов.
Аргонная сварка является как бы симбиозом технологий электродуговой и газопламенной сварки, но с существенными техническими различиями. К примеру, газовая среда аргона:
К примеру, газовая среда аргона:
- с одной стороны, способствует формированию и поддержанию токопроводящей плазмы, что значительно облегчает как розжиг электродуги, так и способствует более быстрому прогреву и расплавлению кромок свариваемых соединений, тем самым обеспечивая формирование качественного шва;
- с другой стороны, постоянный поток газа охлаждает сварочный шов, не позволяя образоваться различным температурным деформациям в виде трещин и пор, что также способствует качеству сварки.
Техника сварки аргоном имеет ряд особенностей и требует для применения на практике обучения. Мы лишь можем дать вам несколько основных советов, которые необходимо знать и применять при выполнении аргонной сварки своими руками, а именно:
- Проведение аргонодуговой сварки требует тщательной подготовки поверхности, то есть края заготовок необходимо механически до блеска зачистить от окислов и остатков грязи с помощью напильника или наждачной бумаги. А также не помешает дополнительно обработать поверхность химическим способом, смазав место будущей сварки специальной паяльной кислотой или предварительно ее обезжирив любым видом растворителя.
- Обязательно перед началом выполнения сварочных работ надо выставить, согласно технологической карте, режимы сварочного тока, интенсивность подачи сварочной проволоки и расход потока инертного газа в строгом соответствии с видом, толщиной и материалом свариваемых изделий.
- Подачу инертного газа нужно отрегулировать так, чтобы аргон подавался к месту сварки на 20 секунд раньше, чем зажигается электродуга, а прекращалась его подача не ранее 10 секунд после завершения процесса сварки.
- Для исключения контакта свариваемого металла с содержащимся в естественной атмосфере активным кислородом необходимо, чтобы сварочная проволока и неплавящийся электрод постоянно находился в защитной зоне аргоновой среды.
- Подачу присадочной проволоки следует производить под углом к неплавящемуся электроду и сварочной ванне перед горелкой, стараясь избегать различных поперечных движений, что позволит обеспечить более качественный сварочный шов.
- Стараться производить колебания горелкой, направленные вдоль оси сварочной ванны, не совершая лишних поперечных движений, что позволит сформировать более узкую полосу сварочного шва.
- По окончании сварочных работ необходимо производить заваривание кратера при пониженной силе тока путем его регулировки ручкой реостата. Ни в коем случае не стоит прекращать сварной шов резким обрывом электродуги сразу отводя горелку в сторону, так как это резко понизит его качество.
- Сварочную проволоку или неплавящийся электрод рекомендуется располагать ближе к сварочной ванне, поддерживая по возможности минимальное расстояние между ними. Уменьшение или увеличение длины дуги напрямую определяет глубину плавления краев свариваемых металлов и значительно влияет на ширину сварного шва.


Выполнение этих правил и рекомендаций не только позволит значительно облегчить сам процесс сварки аргоном, но и станет залогом качественной работы.
Рекомендации по выбору оборудования
Оборудование для аргонной сварки бывает двух типов:
- MAG или Metal Inert Gas, что представляет собой вид электродуговой сварки, которая осуществляется за счет плавления металлической проволоки в защитной среде аргона или другого инертного газа, как правило, при ее автоматической подаче;
- TIG или Tungsten Insert Gas, что подразумевает дуговую электросварку с помощью неплавящегося вольфрамового электрода также в защитной среде аргона, но при необходимости с ручной подачей присадочной проволоки.
Сварочное оборудование для аргонной сварки MAG и TIG имеет ряд конструктивных различий, которые, в свою очередь, определяются технологическими особенностями.
Так, аргонная сварка типа MAG производится сварочной проволокой, которая автоматически подается с помощью механического податчика, расположенного внутри сварочного аппарата. В данном случае, сварочная проволока:
- служит проводником сварочного тока;
- поддерживает электродугу, являясь электродом;
- служит материалом для наплавления и соединения металла.
Сварочное оборудование для аргонной сварки типа TIG работает с помощью неплавящегося электрода, который выполнен из тугоплавкого вольфрама. На него и подается сварочный ток для поддержания электродуги. Но в этом случае с TIG сваркой можно производить соединение деталей только за счет сплавления металлов самих свариваемых деталей, если позволяет их толщина. Когда же необходимо добавить дополнительный материал для наплавления, как при MAG сварке, для этого используют специальную присадочную проволоку, но уже путем ручной подачи к месту сварки.
Отсюда и главное различие MAG и TIG оборудования в устройстве основного рабочего органа — специальной горелки и соединительного рукава.
При MAG сварке через рукав в автоматическом режиме поступает аргон и сварочная проволока, по которой, в свою очередь, и протекает сварочный ток.
В случае с TIG сваркой — изолированный рукав состоит также из шланга подачи защитного газа, но еще имеет силовую оплетку или провод, передающий сварочный ток на горелку, внутри которой располагается цанговый держатель для закрепления вольфрамового электрода.
Сегодня на рынке можно не только с легкостью подобрать хороший и недорогой сварочный аппарат для аргонной сварки по технологии MAG или TIG, но и найти комбинированное оборудование, укомплектованное для возможности работы по двум этим технологиям, правда, несколько дороже по цене.
К примеру, за относительно невысокую цену можно приобрести для собственного использования мультифункциональное инверторное оборудование фирмы SPARK. Так, линейка сварочных полуавтоматов MultiARC предназначается для выполнения высококачественных и максимально комфортных сварочных работ по трем наиболее востребованным технологиям MMA, MIG и TIG сварки.
Если у вас есть свой опыт в использовании аргонной сварки, поделитесь им в блоке комментариев.
Видео: как правильно варить электросваркой
Чтобы заделать отверстие в стальной трубе, изготовить основу забора или козырек для крыльца из металла, необходимо владеть навыками сварки. Эта видеостатья поможет разобраться, как правильно варить электросваркой. Здесь собраны видеоматериалы, в которых подробно и понятно даже для новичка разбирается каждый вид работ.
Выбор электрода, правила ТБ и СИЗ, подключение сварочных кабелей, выбор значения силы тока в зависимости от диаметра электрода, подготовка металла, способы поджига дуги – обо всем этом в следующем видеоматериале:
Не знаете, как проводить стыковое соединение или проварить детали с 2-х сторон? Посмотрите видеоматериал ниже. Кроме всего прочего, вы узнаете, как влияет покрытие электродов на результат сварки, что такое катет шва и многое другое:
Кроме всего прочего, вы узнаете, как влияет покрытие электродов на результат сварки, что такое катет шва и многое другое:
В следующем ролике показано, как сделать качественный шов, как делать вертикальные и горизонтальные швы, рассказано о токовых режимах сварки и других особенностях технологии:
Следующее видео о технологии сварки профильной трубы в разных положениях:
Если в предыдущем видеоролике рассказано, как варить трубы квадратного и прямоугольного сечения, то здесь о сварке круглых труб встык:
В трубах иногда появляются нежелательные отверстия, узнайте, как их заварить:
 youtube.com/embed/SBrHQ41bSJs» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/SBrHQ41bSJs» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Читайте и смотрите другие материалы:
10 лучших видеоуроков по сварке — Baker’s Gas & Welding Supplies, Inc.
Привет всем, студентам-сварщикам и начинающим сварщикам домашних проектов! Знаете ли вы, что вы можете научиться (или, по крайней мере, научиться) практически любому сварочному процессу, технике или проекту, которые вы только можете себе представить, — все в одном месте?
Совершенно верно! И угадайте где? Угу — YouTube !!!
YouTube заполнен полезными, информативными и образовательными видеороликами всех видов о сварке.Практически любой вопрос, связанный со сваркой, у вас может возникнуть — вероятно, на YouTube есть видео с ответом.
Ниже приводится список из 10 самых популярных видеороликов YouTube о сварке :
Как пользоваться дуговой сваркой: основы дуговой сварки экранированных металлов
Expert Village довольно часто встречается в категории видеоуроков по сварке, и их метко названное «Как пользоваться дуговой сваркой» является не только одним из их лучших видеоуроков, но и очень информативным введением в процесс дуговой сварки.
Базовая сварка MIG
Более 37 минут видеоурока по основам сварки MIG — это на самом деле запись в реальном времени курса сварки, преподаваемого в Университете Южной Калифорнии в Ирвине , проводимым настоящим профессором в сварочной мастерской Калифорнийского университета в Ирвине. Посещение этого курса лично обойдется вам в большие деньги — так что воспользуйтесь выгодной ценой этого первоклассного учебника: совершенно БЕСПЛАТНО!
Техника для сварки TIG
Имея более 632 000 просмотров регистров, энтузиаст проектной сварки на дому Введение Кевина Карона в сварку TIG — отличное место для начала изучения этого сложного и трудного в освоении процесса сварки.Видео Кевина и общий стиль обучения очень просты и понятны.
Miller Millermatic Сварка MIG с флюсовой сердцевиной
И Lincoln , и Miller размещают на YouTube первоклассные видеоуроки по сварке. В этом видео рассказывается о сварке MIG с флюсовым сердечником на сварочном аппарате Millermatic .
В этом видео рассказывается о сварке MIG с флюсовым сердечником на сварочном аппарате Millermatic .
Как выполнять сварку MIG: как выполнять сварку MIG сварного шва
Еще одна запись Expert Village «Как выполнить сварку сварным швом методом MIG» — это популярное видео, которое быстро и легко демонстрирует эту распространенную технику сварки в простой для понимания форме, идеально подходящей для начинающих сварщиков.
Прихваточный шов
Кевин Карон снова присоединяется к другому полезному и поучительному видео, представленному в его личном и интимном стиле, с быстрыми уроками по одному из самых важных типов сварки: прихваточный шов.
Техника работы с чашкой для сварки TIG
Один из самых популярных блогов Google по сварке, Welding Tips and Tricks , имеет свой собственный канал на YouTube, и он опубликовал невероятно информативный видеоурок, предлагающий прекрасное понимание одного из самых сложных методов сварки TIG: ходьба по чашке.
Сварочные маски, стандартное и автоматическое затемнение
Углубляясь в безопасность сварки, Learn How to Weld предлагает обучающее видео по всем особенностям сварочных шлемов с отличными советами по выбору между автоматическим затемнением и неавтоматическим затемнением сварочного шлема .
Дуговая сварка от 3-х автомобильных аккумуляторов (Учебное пособие и демонстрация)
Что касается более увлекательной и уникальной стороны сварки, это отличное и очень крутое (хотя и оригинальное) обучающее видео (имеющее более 300 000 просмотров) от энтузиаста бездорожья Wheelie Pete , демонстрирующее, как соединить вместе три 12-вольтовые батареи. и создайте сварочный аппарат для дуговой сварки на случай тех моментов, когда вы находитесь в поле (бездорожье или другое), когда у вас нет под рукой сварочного аппарата или доступа к электричеству.
Как выполнять резку газовой горелкой для кислородно-ацетиленовой сварки
Указывается только как Freddytk421 , этот парень опубликовал более 246 видео с высокими рейтингами, от 25 000 до почти 200 000 просмотров. В этом информативном видео Freddytk421 предлагает отличное представление о работе с одним из наиболее старых сварочных процессов: газовой горелкой для кислородно-ацетиленовой сварки .
Сопутствующие товары
Miller Millermatic 252 Сварочный аппарат Mig с высокой производительностью
Артикул: MIL
1
Узнать больше
Lincoln Precision TIG / Stick Welder 225 AC / DC 208V Ready Pak
Артикул: LINK2535-1
Узнать больше
Lincoln Viking 3350 4C Черный сварочный шлем
Артикул: LINK3034-3
Узнать больше
Смит 30 Series Reg Twin Pack — кислород и ацетилен (CGA 300)
Артикул: SMIHTP5
Узнать больше
Запись «10 лучших видеоуроков по сварке» впервые появилась на сайте Weld My World.
Типы сварки GMAW, SMAW, FCAW, GTAW
Газовая дуговая сварка металла: GMAW
Газовая дуговая сварка металлическим электродом (GMAW), также известная как сварка в среде инертного газа (MIG), использует сплошной проволочный электрод, который проходит через сварочный пистолет, который сопровождается защитным газом для его защиты
от загрязнений.
GMAW — один из наиболее распространенных сварочных процессов, который может использоваться внутри помещений для сварки материалов в таких отраслях, как строительство, производство автомобилей, производство и авиакосмическая промышленность.Не рекомендуется использовать GMAW на открытом воздухе, так как ветер может сдувать газ.
и навредить процессу.
Сварка GMAW обеспечивает минимальное количество отходов и отсутствие сколов. Процесс может быть полуавтоматическим или полностью автоматическим, что упрощает для сварщиков, поскольку им не нужно беспокоиться о дефектах при остановках и пусках.
Дуговая сварка экранированного металла: SMAW
Дуговая сварка экранированным металлом (SMAW) — это метод сварки, который можно использовать для всех черных металлов во всех положениях сварки.Другое название SMAW — сварка штучной сваркой. Электрод с флюсовым покрытием (который
металлический стержень в держателе электрода) подключен к источнику питания и касается основного металла, чтобы произвести сварку. Флюс защищает электрическую дугу, предотвращая загрязнение.
SMAW можно использовать для сварки низко- и высоколегированных сталей, углеродистой стали, чугуна и никелевых сплавов в таких отраслях, как строительство, судостроение и производство. Это можно делать как в помещении, так и на улице.
SMAW образует шлак, который представляет собой слой побочного продукта, который сварщики снимают после сварки для придания чистоты.
Дуговая сварка порошковой проволокой: FCAW
Дуговая сварка порошковой проволокой (FCAW) использует непрерывный полый проволочный электрод с флюсовой смесью, которая защищает сварочную ванну за счет образования газа. FCAW идеально подходит для сварки на открытом воздухе, а также для сварки грязных или загрязненных поверхностей.
материалы, так как не требует внешнего защитного газа для защиты сварного шва от атмосферных воздействий. Подобно процессу SMAW, FCAW также производит шлак, который отслаивается после сварки, чтобы придать ему чистый вид.
FCAW часто используется для толстых материалов, поскольку проволока с флюсовым сердечником может проходить сквозь толстые сварные швы.FCAW не подходит для материалов толщиной менее 20 калибра.
FCAW можно использовать для обработки чугуна, нержавеющей стали, углеродистой стали, сплавов с высоким содержанием никеля и низколегированной стали. Этот способ сварки используется в таких отраслях, как строительство и судостроение.
Газовая дуговая сварка вольфрамом: GTAW
Газовая дуговая сварка вольфрамом (GTAW) также известна как сварка TIG, что означает вольфрам в инертном газе. Как и при сварке GMAW, используется инертный защитный газ. Но в отличие от GMAW, который использует
проволока, которая также действует как присадочный материал, GTAW нагревает объекты с помощью вольфрамового электрода, который подает ток на сварочную дугу.Эта сварочная дуга плавит металл и создает лужу жидкости. При необходимости можно добавить присадочный стержень.
для повышения прочности сварного шва.
GTAW требует высокой точности, так как вольфрам не должен касаться обрабатываемой детали, а материалы нельзя перегревать, иначе могут возникнуть трещины и другие проблемы. Преимущества GTAW включают лучший контроль сварного шва, повышенную прочность и
качество сварных швов.
GTAW также обеспечивает сварные швы без сколов, что придает им чистый вид. Он чаще всего используется для сварки тонких материалов и может использоваться для черных и цветных металлов, таких как нержавеющая сталь, алюминий, медь, магний и титан.
Узнайте все о сварке в UTI
В UTI студенты начинают работать с высококачественными сварочными инструментами, которые они использовали бы в профессиональном мире. Сопровождающие инструкторы всегда готовы ответить на вопросы и дать рекомендации. Студенты могут закончить программу всего за 36 недель.
Подробнее о сварочной программе UTI. Свяжитесь с нами для получения информации.
Научитесь сваривать дома: Руководство для начинающих
Сможете ли вы научиться сварке?
Хотя научиться сварке непросто, есть много способов научиться и практиковаться в сварке дома.Существует множество книг, учебных пособий, видеороликов на YouTube, классов и личных встреч, которые могут научить вас основам сварки. Сосредотачиваясь на одном виде сварки, вы добьетесь успеха. Мы рекомендуем начать со сварки MIG, если вы хотите научиться сварке.
Обучение сварке может быть как полезным, так и неприятным и болезненным процессом. Но это можно сказать об изучении чего-либо нового, когда дело доходит до этого. В этой статье мы дадим вам краткое руководство о том, что вы можете сделать, чтобы научиться сваривать дома.Есть о чем поговорить, так что приступим.
Зачем учиться сварке
Есть множество причин, как утилитарных, так и развлекательных, по которым вы должны научиться сварке.
- Возьмите новое хобби
- Ремонт и / или восстановление имущества
- Создавайте уникальные проекты и произведения искусства
- Начните свой бизнес
- Начните свой бизнес
- Попрактикуйтесь в карьере сварщика
- Удачи!
Итак, давайте поговорим подробнее об этом термине «сварка».В конце концов, вы наверняка слышали о многих видах сварки. Будьте готовы к некоторой ясности, потому что все дело в сложности и технике.
Какие бывают типы сварки
Прежде чем мы перейдем к наиболее распространенным типам сварки, с которыми вы, вероятно, столкнетесь, давайте поговорим о пайке. Пайка — это термин, о котором вы услышите в связи со сваркой. Однако это НЕ то же самое, что сварка. Как заявляет MakeMoneyWelding.com: «Пайка — это процесс соединения двух металлов вместе с использованием латунного присадочного стержня и часто разнородных металлов без фактического плавления основных металлов.«Просто помните об этом, когда будете перемещаться по сварочной сфере. Если вы хотите научиться паять, это отдельная статья.
Теперь, помимо пайки, существует 3 основных типа сварки: сердечник, TIG и MIG. Хотя мы не будем уделять слишком много времени первым двум типам сварки, остальная часть статьи будет посвящена сварке MIG, поскольку это один из самых простых в освоении видов сварки. Но хорошо иметь базовые знания о сварке сердечником из флюса и сварке TIG, чтобы можно было отличить один тип сварки от другого.
Сварка сердечником из флюса
Многие сварщики-любители выбирают сварку сердечником из флюса, если они хотят завершить небольшие проекты или заняться домашним ремонтом. Название флюсовый сердечник относится к центру сварочной проволоки, который состоит из материала, называемого флюсом. Этот флюс позволяет выполнять сварку в чистой среде. За счет включения чистящего средства в сварочную проволоку сварка с флюсовым сердечником устраняет необходимость в газовом баллоне и сопутствующих принадлежностях. Это не только экономит ваши деньги, но также позволяет без особых хлопот переносить сварочный аппарат для сердечников из флюса.
TIG
Сварка TIG, также известная как газовая вольфрамовая дуговая сварка или GTAW, требует определенного опыта, чтобы освоить ее и освоить. Изучение сварки TIG — это то, чем занимается большинство людей после того, как они приобрели прочную основу в сварке и хотят расширить свой набор навыков. Потому что «хотя основы TIG довольно легко усвоить, для их освоения требуется много контроля, навыков и координации». Вы действительно должны знать, что делаете, если планируете сварку TIG. Допустимая погрешность намного меньше, чем в других сварочных операциях.Тем не менее, зная, как выполнять сварку TIG, вы сможете найти работу в самых разных отраслях, от продуктов питания и самолетов до рам гоночных автомобилей и мотоциклов. Поскольку это более интенсивный процесс сварки, отдача также выше.
MIG
Если вы собираетесь начать свою карьеру сварщика, начните со сварки MIG. Это один из наиболее простых в использовании способов сварки, который также не требует больших вложений сразу же. Сварщики MIG используют либо сердечник из флюса, либо твердый присадочный пруток. Как мы уже говорили о сварке сердечником из флюса, центр флюса позволяет выполнять сварку без использования газа.Однако для твердого наполнителя необходим газ.
В отличие от многих других сварочных операций, сварка MIG оставляет мало брызг и, следовательно, требует меньше времени на очистку. Большинство сварщиков приобретут небольшую тележку для хранения своего сварочного аппарата MIG, а также газовый баллон, дополнительный присадочный стержень и другие сопутствующие аксессуары. Мы рекомендуем новичкам начинать со сварки MIG, поэтому мы продолжим обсуждение того, почему это так и что делает сварку MIG такой простой.
Какой вид сварки лучше всего подходит для начинающих
Сварка MIG должна быть направлением, которое вы должны выбрать, если хотите начать сварку.Будь то хобби или подготовка к карьере, обучение сварке MIG позволяет получить базовые знания о процессе сварки без (а) значительных предварительных вложений, (б) сверхмелкой моторики, (в) громоздкие механизмы и (г) съедают ваше свободное время.
Чтобы лучше понять, почему MIG-сварку легче выбрать, давайте рассмотрим форму сварки, о которой мы не говорили: приклеивание. Сварка штучной сваркой описывает расходуемый присадочный стержень, покрытый флюсом. Когда вы приклеиваете сварной шов, вы должны поджечь дугу, используя палку, как спичку, что может быть непросто.Кроме того, сварочная лужа может быть не видна, и, когда дело доходит до шлака, требуется много работы по очистке.
Точно так же сварка TIG требует навыков и сноровки. Вы не только держите фонарик, но и погружаетесь в присадочный стержень и регулируете напряжение ногой. Аппараты TIG также могут сэкономить больше средств из вашего ежемесячного бюджета, поскольку этот конкретный процесс заключается в замедлении и сосредоточении внимания на сварном шве. Многие аппараты для сварки TIG также работают от 220 вольт, что не всегда доступно большинству людей.Это особенно актуально, если вы живете в квартире или кондоминиуме.
MIG-сварка, напротив, использует комбинацию присадочного прутка и защитного газа. В сварке MIG гораздо больше места для ошибок. Вы можете видеть сварочную ванну, когда перемещаете горелку вдоль детали, и нет необходимости погружать присадочный стержень, как при сварке TIG. Также значительно уменьшается разбрызгивание. Так вы потратите меньше времени на уборку и больше времени на придумывание этих металлургических творений.
Сколько стоит начать сварку
Учитывая, какие деньги большинство людей тратят на свои хобби, сварка фактически не входит в бюджет.Например, «вы, вероятно, потратите от 200 до 400 долларов на качественный сварочный аппарат». Это для типичного сварщика MIG. Если у вас есть финансовые возможности и вы хотите выполнять сварку MIG чаще, чем несколько раз в месяц, потратьте немного больше, чтобы получить лучшего сварщика. Как и все остальное, вы получаете то, за что платите. Большинство аппаратов MIG поставляются с откидной крышкой, на которой написано все, что вам нужно знать о том, какие типы материалов вы свариваете. Если вы хотите продолжить изучение других видов сварки, подумайте о комбинированном аппарате.Эти машины, способные выполнять MIG, приклеивание и сварку TIG, обойдутся вам более чем в 1000 долларов. Просто помните, что помимо расходов на сварщика вы также захотите приобрести защитное снаряжение, аксессуары и тележку для инструментов.
Как и где практиковать сварку MIG
После того, как вы набрались опыта и подобрались со сварщиком, пора подумать, как вы собираетесь практиковать свои новообретенные сварочные навыки. И у нас есть несколько полезных ресурсов, которыми вы можете воспользоваться, чтобы ускорить процесс обучения.
Один из лучших способов получить формальное обучение сварке — это записаться на занятия. Будь то общественный колледж или средняя школа, эти занятия позволят вам получить много ресурсов, которые вам понадобятся для достижения успеха в качестве сварщика. Продолжайте читать, чтобы узнать больше о преимуществах посещения занятий по сварке.
Помимо занятий по сварке, вы также можете попрактиковаться с металлоломом в своем сварочном помещении. На YouTube есть несколько видеороликов, которые помогут сварщикам достичь желаемых результатов, поэтому взгляните на виртуальное видеопространство и посмотрите, что вы там найдете.Многие видеоролики посвящены поиску и устранению неисправностей в сварке, методах сварки и множеству других полезных ресурсов.
Еще один отличный способ попрактиковаться в сварке — это с другими сварщиками. Эта среда воспитывает чувство товарищества и позволяет вам обмениваться приемами, приемами, историями и, возможно, также немного похвастаться. Кроме того, вы можете найти много вдохновения, просто находясь среди людей, которым нравится делать то же, что и вы.
Преимущества занятий по сварке
Научиться сварке — это не то же самое, что научиться играть на трубе.Музыкальный инструмент не обладает врожденной способностью шокировать вас, поджечь вас или многих других опасностей, которые несет сварка. Вот почему многие люди дополняют домашнее обучение уроками сварки.
Независимо от того, хотите ли вы участвовать в занятиях по сварке — если они предлагаются на местном уровне — полезно знать, какие знания вам доступны на случай, если вам потребуется дополнительная практика или инструкции. Большинство сварочных программ длятся от 9 до 18 месяцев. Как и многие навыки, связанные с мышечной памятью и физическим трудом, сварка требует практики и повторения.Так что будьте готовы к сварке большую часть дня.
При этом вы многое узнаете после того, как завершите программу сварки. Например, большинство программ обучают сварке труб и пластин, всем основным сварочным процессам (включая упомянутые выше), положениям сварки, продвинутой математике, расшифровке технических задач и многому другому. Одна из самых важных вещей при поступлении на сварочную программу — это отношения преподавателя и ученика. Если вы спросите опытных сварщиков о проблемах, с которыми вы сталкиваетесь, вы получите экспертные знания.А способность налаживать партнерские, дружеские и рабочие отношения может сделать участие в сварочной программе бесценным для вас. Мы рекомендуем вам изучить этот вопрос, если сварка станет важной частью вашего будущего.
Основы, необходимые для сварки MIG
Даже если вы решите не посещать занятия по сварке, есть несколько материалов, в которые вам нужно будет потратиться, прежде чем вы начнете плавить металл.
Очевидно, что сварщик MIG на первом месте. Вам нужно что-то, что входит в ваш бюджет, но есть несколько характеристик, на которые следует обращать внимание при совершении покупок.Например, у сварщиков есть так называемый «рабочий цикл». Это число «означает, что при непрерывном использовании он перегреется и прекратит сварку». Гипотетически рабочий цикл 50/50 будет означать, что вы можете сваривать в течение 5 минут, а затем вам нужно дать машине остыть в течение 5 минут. Однако большинство рабочих циклов не сбалансированы.
Обеспечение надлежащего источника питания для сварочного аппарата — еще один ключевой компонент при настройке сварки MIG. В наши дни сварщики в большинстве случаев могут работать либо на 110, либо на 220, но убедитесь, что приобретаемый вами аппарат совместим с розетками в вашем рабочем пространстве.Адаптировать сварщика возможно, но не всегда эффективно — или того стоит.
Защитный газ тоже важен. Вы также должны знать полисы страхования жилья, когда дело касается сварки. «Некоторые полисы страхования жилья имеют ограничения и исключения, которые применяются, если в доме есть сосуды под давлением, включая газовые баллоны под давлением». Если у вас есть дополнительные вопросы, позвоните своему страховому агенту, чтобы проверить детали вашего полиса.
Также необходимы сварочный шлем, перчатки и защитная одежда.Если вы не уверены, как должна выглядеть ваша одежда при сварке, просто помните, что вы работаете с расплавленным металлом.
Сварочные тележки значительно упрощают эффективную сварку. В этой удобной тележке можно легко хранить газовый баллон, дополнительные принадлежности и, конечно же, сварщика. Зажимы — это еще один аксессуар, в который вы, вероятно, захотите инвестировать, поскольку большинство сварщиков имеют только две руки.
Научитесь выполнять сварку MIG
После того, как вы собрали все необходимые материалы, пора приступать к сварке! На самом деле сварка — это процесс, который происходит быстро в данный момент, но требует большой подготовки и последующей обработки.Хотя вы будете плавить металл всего несколько минут за раз, металлические детали, которые вы соединяете, должны быть в наилучшей форме для достижения наилучших результатов.
С этой целью давайте начнем сварочный процесс с того, что происходит еще до того, как газ начнет течь.
Перед сваркой
Подготовка к сварке часто занимает больше времени, чем сам процесс сварки. Однако невероятно важно настроить себя на успех. Вот несколько способов сделать это:
- Подготовьте металлические детали, которые вы собираетесь соединить.На сварочной поверхности не должно быть никаких загрязнений, в том числе краски. Лучше всего сваривать неизолированный металл.
- Чтобы гарантировать более прочный сварной шов, снимите фаску на краях ваших деталей. «Это обеспечивает максимально глубокое проникновение сварного шва и зенковку, чтобы вы могли шлифовать заподлицо».
- При необходимости закрепите заготовки. Убедитесь, что они сидят на вашей рабочей поверхности таким образом, чтобы вы могли эффективно сваривать. Нет ничего хуже, чем сваривать в неудобном положении, потому что вы не хотите снимать зажимы и переделывать их.
- Готовьте сварщика. Проверьте пистолет, чтобы убедиться, что электрод выступает «на расстоянии от ¼ до 3/8 дюйма». Убедитесь, что защитный газ течет. При желании сделайте несколько пробных сварных швов.
- Наденьте защитное снаряжение и защитную одежду. Убедитесь, что окружающие, находящиеся в непосредственной близости, знают, что вы ведете сварку, чтобы при необходимости прикрыть глаза. Правильно проветривайте рабочее пространство, чтобы рассеять сварочный дым.
Вы подготовили почву: теперь пора зажечь огонь.Или пусть газ течет, то есть.
Защитный газ
Реальность металла такова, что каждый тип состоит из множества элементов. Эти сплавы горят с разной скоростью и могут вызвать ряд проблем при сварке. Совместите это с элементами, существующими в воздухе, и вы поймете, почему сварка MIG лучше всего работает в среде защитного газа.
Вкратце, защитный газ — обычно аргон, иногда смешанный с меньшими количествами гелия, кислорода, углекислого газа или водорода — создает чистую среду для слияния металла.Если вы планируете часто заниматься сваркой, вам стоит приобрести баллоны с защитным газом. Многие компании, поставляющие газ, позволят вам арендовать баллон или принять участие в программе обмена баллонов. Оплата защитного газа и соответствующего баллона — это то, на что вы должны рассчитывать для каждого проекта. Очевидно, что чем больше вы сварите, тем больше защитного газа вам понадобится.
Температура
Еще одним важным фактором в процессе сварки является температура. Во время сварки с разными металлами вы узнаете, сколько тепла нужно приложить, чтобы образовалась сварочная лужа.Например, низкоуглеродистая сталь начинает плавиться при температуре около 2700 градусов по Фаренгейту. На самом деле это низкая температура плавления, учитывая, что у кислородно-ацетиленовых горелок и аппаратов для дуговой сварки температура обычно составляет от 6000 градусов по Фаренгейту. Хотя большее количество тепла может быть полезно, лучше всего настроить параметры сварочного аппарата, чтобы вы могли контролировать скорость плавления металла, чтобы добиться лучшего сварного шва.
Сварочный процесс MIG
Сварка MIG и различные связанные с ней методы могут быть самостоятельным руководством.Здесь мы просто коснемся некоторых основных процедур, которые вы захотите пройти во время сварки. Потому что, как и в любом другом хобби, чем больше вы практикуетесь в сварке и чем больше просматриваете видео и обучающие программы, тем больше вы узнаете и усовершенствуете свои методы и процессы.
Положения рук при сварке
Самая важная часть процесса сварки — это вы. Как советует Popular Mechanics : «Чем устойчивее ваши руки, тем лучше сварка». Устойчивость руки — одна из причин, по которой желательны механические сварщики, потому что они могут физически контролировать скорость, с которой они сваривают.Кроме того, что вам нужно держать горелку MIG неподвижно, вам также нужно держать горелку MIG под углом 45 градусов. Если ваша голова перпендикулярна рабочей поверхности, ваша рука, держащая горелку MIG, должна лежать набок, как если бы вы собирались что-то написать. Фактически, вы должны делать вид, будто пишете строчные буквы «е», перемещая лужу по сварному шву. Это круговое движение улучшит проплавление и приведет к лучшему сварному шву, когда вы закончите.
Настройки сварочного аппарата
Выше мы упоминали, что вам нужно изменить настройки сварочного аппарата, чтобы получить нужную температуру, чтобы металлы, с которыми вы работаете, сливались вместе.Но как узнать, что нужно изменить в настройках?
Большинство производителей сварочных аппаратов указывают инструкции на самом сварочном аппарате, обычно на крышке аппарата. В этом списке примерно указано, с чего следует начинать определение толщины, типа и размера металла, который вы свариваете. Во многих случаях вам нужно будет точно настроить эти параметры для вашей среды. Еще одна вещь, о которой следует помнить: «Избегайте чрезмерного нагрева при сварке и избегайте большего количества проходов, чем необходимо». Вот почему удобно иметь металлолом того же типа, что и сварка, чтобы вы могли попрактиковаться и настроить эти параметры еще до того, как нагреете сами заготовки.
Let’s Weld
Хватит разговоров! Давайте перейдем к мельчайшим деталям сварки MIG.
После того, как вы отрегулировали настройки, надели защитное снаряжение, надели сварочный шлем и поставили перед собой задачу, пора приступать к сварке. Сначала установите горелку над областью, которую вы хотите сваривать. В зависимости от вашего сварочного шлема вы можете / не можете ничего видеть, пока не зажжете дугу.
После того, как вы встали, наденьте сварочный шлем и включите курок сварочной горелки.Электродная проволока должна начать подавать с указанной вами скоростью. Ваш защитный газ также должен начать течь, создавая чистую среду для незавершенного сварного шва. Металлические детали начнут плавиться. После того, как вы образовали небольшую лужу расплавленного металла, медленно и намеренно перемещайте горелку небольшими движениями «е» через зазор. Ваша цель — провести лужу с собой по двум частям таким образом, чтобы они слились вместе. Легче сказать, чем сделать, но с практикой это осуществимо.
Если у вас возникли проблемы с какой-либо частью процесса, от запуска лужи и достижения надлежащего проплавления до однородности по всему сварному шву, просмотрите видеоролики и учебные пособия по этим случаям. Сварка требует чувства спонтанности, поскольку это непростой процесс. Вы должны работать с металлом перед вами. Мастерство требует огромного опыта и настойчивости.
Последние штрихи
Несмотря на все наросты, сварка происходит всего за несколько минут.Однако есть много процессов, которые вам необходимо учитывать после сварки, чтобы завершить процесс и обеспечить надежное соединение.
«Старая поговорка — немного сваривать и много остывать. После сварки удары молотком по сварному шву снижают напряжения в сварном шве ». Вы, наверное, видели видео, на которых кузницы и мастера-мечники долбят раскаленный металл до желаемой формы. Удар по металлу фактически высвобождает часть тепла, удерживаемого внутри материала, потому что при повышении температуры молекулы расширяются, и их сильное сжатие требует, чтобы они вернулись к меньшему размеру.Это лишь один из способов обеспечить надежность сварных швов.
Еще один последний штрих, который вы можете нанести на сварные швы, — это угловая шлифовальная машина. Когда вы слышите, как сварщики говорят: «Мне нужно отшлифовать сварные швы», они хотят, чтобы сварной шов выглядел лучше. Иногда это утомительная работа, особенно если вы немного сварили; тем не менее, если вы не торопитесь, общий эстетический вид ваших изделий возрастет. Если вам нравится внешний вид вашего металла, вы можете оставить его неокрашенным и просто нанести на него антикоррозионное покрытие.Порошковая покраска и покраска также являются распространенными способами отделки металлических деталей. Все зависит от того, как выглядит ваша конечная цель.
Наконечники для сварки MIG
Во время сварки MIG помните о следующих советах. И помните, практика только делает вас лучшим сварщиком. Со временем вы добьетесь желаемого качества сварки.
Есть еще много советов о том, как лучше сваривать. Овладеть искусством плавки металла не так просто, как кажется. Продолжайте читать, чтобы найти ресурсы по сварке, от книг и веб-сайтов до видео на YouTube и т. Д.
Непрерывное образование: внешние ресурсы
Если вы хотите продолжить свое сварочное образование, существует множество доступных ресурсов как в печатном виде, так и в Интернете. Вы также можете связаться со сварщиками в вашем районе. Ваш местный YMCA и / или общественный колледж могут предложить уроки сварки. Вы можете легко присоединиться к онлайн-форумам и группам, поддерживающим сварщиков.
Заходите к нам, чтобы узнать больше советов и рекомендаций по сварке! Потому что, как и в любом хобби, постоянно меняются практики и появляются новые техники.Будьте в курсе всего происходящего и погрузитесь в сварку. Это умение, за которое вы будете благодарны много раз.
По теме
Как сварить красивый шов. Сварные швы. Обучение зажиганию дуги
Чтобы научиться хорошо готовить сваркой, нужно много практиковаться. Существует невероятное количество раз, когда сварка требуется для приготовления, а это может потребоваться дома, на даче, в квартире, в гараже , в любой многоэтажке, в частности, в таких сферах деятельности, как строительство или ремонт дома, а также в сантехнике, прокладке водопровода и канализации и многом другом.Нанять специалистов для проведения сварочных работ стоит недешево, а потому многие предпочитают самостоятельно варить необходимые элементы. Как это правильно делать? Научиться работать электросваркой с нуля непросто, но вполне возможно, и для этого можно посещать уроки для начинающих, приобрести учебник для чайников или воспользоваться советами, приведенными ниже.
- Рекомендации: как сваривать металл
- Варианты сварки
- Советы: как научиться готовить электросварку самому
- Какие дефекты стоит знать, чтобы сделать правильный сварной шов
- Меры предосторожности перед приготовлением при сварке электродом
- Нюансы для новичков в сварке
- Как приготовить электросваркой (видеоуроки)
- Примеры сварных швов (фото)
Чтобы сваривать металлические листы или трубы, вам необходимо ознакомиться с мерами безопасности, изучить процесс, внимательно следить за технологией или нанять сварщика, например трубач.
Многие думают, что достаточно научиться пользоваться электродами и сваривать, но нужно знать все тонкости работы, особенно в части соединения двух разных металлов и того, какие электроды нужны.
Перед тем, как приступить к сварке металла, необходимо ознакомиться с рекомендациями специалистов и посмотреть мастер-класс
Теория — это одно, а чтобы начать самостоятельно сваривать различные конструкции без ошибок и вероятности протечек, нужно пройти курс практики.Например, перед сваркой каждый элемент необходимо закрепить стяжкой, хомутами и другими элементами.
Необходимо знать:
- Какие проблемы могут возникнуть;
- Как избежать брака;
- Какова технология сварки определенного типа элемента.
Кроме того, могут потребоваться прихватки или, другими словами, поперечные швы, каждый из которых удерживает стыки, и желательно устанавливать их на расстоянии 10 см друг от друга.
Варианты сварки
Существуют различные типы швов, которые могут отличаться друг от друга по различным факторам, в частности по способу соединения металлических изделий. Это самые основы сварки, которым учат новичков.
Шов может быть:
Сварные швы могут различаться в зависимости от типа сварочного аппарата
Профессия электросварщика очень сложна и иногда требует слишком больших затрат сил и энергии, поскольку сварку металлических изделий можно проводить даже под потолком.Классификация швов может быть в зависимости от того, где они расположены в пространстве, и выделять вертикальные, горизонтальные, потолочные типы.
Советы: как научиться готовить электросварку самостоятельно
Самостоятельно сварить металлоконструкцию за 1 день вполне возможно, если знать, сколько электродов нужно, какие использовать, и при условии, что изделие не слишком большое.
А что еще нужно иметь в виду, чтобы научиться готовить самому:
- Сварщику важно не только правильно работать, но и изучить основы, в частности, какой режим работы требуется для того или иного материала, так как металл может быть из стали, сплавов или из таких полотен, как цвет встретил.
- Обязательно изучите способы, которыми можно сделать тот или иной шов.
- Необходимо подойти к выбору электродов и сварочной проволоки.
Если изначально не требуется становиться профессионалом высшей категории, то научиться сварке самостоятельно можно, если посмотреть видеоуроки, чертежи со швами, а также изучить советы профессионалов. Обучение будет долгим, но, возможно, продуктивным, особенно если постепенно пытаться производить швы, увеличивая количество опыта работы.
Для начала сварки вам потребуются электроды и сам сварочный аппарат.
Чтобы научиться хорошо готовить, необходимо получить соответствующее образование.
Многие предпочитают использовать ресанта, так как оборудование выдерживает длительные нагрузки, что позволяет быстро закончить работу. При первых тестах работы со сваркой лучше использовать действительно инвертор, а уже потом при большом опыте можно с любым другим устройством. Что касается электродов, желательно выбрать «3».Пользоваться ими легко, а главное, они не перегружают электросеть.
В целом сварочное оборудование делится на типы — трансформаторное, выпрямительное, инверторное. Почему инверторы остаются популярными? Они компактны по размеру, легки по весу и очень просты в использовании для новичка. На первых шагах к изучению сварки стоит брать более простые виды металла и желательно плоские элементы, чтобы не усложнять задачу.
Перед сваркой необходимо подготовить:
- Ведро с водой;
- Молоток для сбивания шлака;
- Железная щетка
- Маска, защищающая лицо и шею;
- Перчатки из специальной ткани, пропитанной составом, исключающим возгорание и выгорание полотна;
- Одежда специальная с длинными рукавами.
Не забывайте, что сварка пожароопасна, в связи с чем категорически запрещается находиться рядом с горючими или легковоспламеняющимися предметами во избежание серьезных последствий.
Какие дефекты стоит знать, чтобы сделать правильный сварной шов
Сделать красивые швы с идеальным видом не так уж и просто, так как даже специалист с большим опытом не всегда может провести процесс максимально грамотно. Все зависит не только от того, соблюдаются ли правила и правильно ли выбран угол наклона электрода, но и от множества моментов.
Стоит отметить, что в любом учебном пособии есть данные о дефектах, с которыми необходимо ознакомиться.
Правильный сварной шов выглядит аккуратно и практически не отличается по толщине в разных местах
Есть критические, но не критические, то есть те, которые допустимо оставить без дополнительной обработки. Узнаем, как отличить качественный шов от некачественного и почему возникают дефекты.
Дефекты:
- Непровар — это дефект, при котором происходит недостаточное заполнение стыка жидким металлом, что влияет на прочность соединения.Причина может заключаться в слабом напряжении, слишком высокой скорости, с которой движется электрод. После корректировки тока и уменьшения длины дуги дефект следует устранить.
- Подрезка. Этот дефект свидетельствует о наличии бороздки, идущей по шву. Причиной снова может быть слишком длинная дуга, из-за которой шов получается не просто плохим, а широким. Это приводит к неполному нагреву металла, из-за чего кромки начинают быстро затвердевать. Чтобы устранить проблему, стоит уменьшить длину дуги и увеличить силу тока.
- Ожоги — сквозные отверстия в суставах. Причина — в большом токе, если медленно вести электрод, и слишком больших зазорах между концами деталей. Дефект можно устранить, откорректировав режим сварки.
- Если на шве образуются поры, хаотично разбросанные по всей длине шва, это связано с наличием тяги в помещении, из-за которой облако газа сдувается с рабочей зоны или если металл накрыт с ржавчиной.
Есть другие дефекты в виде трещин, или просто лопается шов, это происходит сразу после остывания металла.Они могут быть продольными и поперечными. В зависимости от того, когда они образовались, они бывают холодными и горячими.
Меры предосторожности перед приготовлением при сварке электродом
Независимо от того, где используется кемпинг ручной дуговой сварки, необходимо соблюдать меры безопасности, которые указаны в каждом учебном пособии по сварке.
Меры предосторожности:
- Категорически запрещается использовать дуговую сварку на холоде и в помещении с повышенной влажностью.
- Обязательно наличие маски и защитного экрана, который защитит глаза от ожогов.
- Одежда должна быть со специальной пропиткой, по которой будут катиться искры и капли горячего металла.
При сварке металла необходимо использовать защитную маску.
Руки должны быть прикрыты замшевыми перчатками или специальными брезентовыми рукавицами. В связи с тем, что сварка ведется при высоких температурах, а вероятность возгорания очень высока, процесс следует проводить там, где рядом есть вода или огнетушитель.
Нюансы для новичков в сварке
В вопросе сварки у каждого мастера есть масса советов и даже секретов, но есть ряд общих инструкций, которые могут привести к работе и прокладке швов практически на профессиональном уровне, даже при самостоятельном обучении.
Нюансов:
- Обязательно помните о заземлении, а именно есть специальный зажим, который нужно плотно приложить к детали.
- Обязательно проверьте изоляцию кабеля и насколько тщательно он заправлен в деталь.
- После соединения масс выбирается сила тока, она зависит от типа электродов и материала.
- Перед зажиганием дуги необходимо установить электрод относительно материала под углом 60 °.
Принцип сварки и схема работы не слишком сложны. А именно, если начать медленно водить электродом по металлу, начнут образовываться искры, что свидетельствует об образовании сварочной дуги. Чтобы это произошло, электрод нужно держать так, чтобы расстояние между ним и листом составляло 5 мм.
Во время работы электрод перегорит, но не торопитесь его перемещать.
Начинающим нужно начать делать небольшие сварные швы
Скорость, с которой вам нужно сшить, зависит от того, насколько он должен быть тонким: тонким или толстым.При наклеивании электрода достаточно просто отвести его или наклонить в сторону. Прием простой, но эффективный. Стоит отметить, что существует такой термин, как сварочная ванна, и она может иметь разные размеры. Например, ширина 8-15 мм, длина 10-30 мм, глубина 6 мм.
Формат зависит от:
- Расположение — в помещении или в космосе;
- Сварочный режим;
- Конфигурации каждой подключаемой части;
- Размер и форма кромки;
- Скорость перемещения дуги.
С помощью техники сварки можно сделать котел для отопления или подсоединить водопроводные трубы. Места применения сварочного оборудования просто много, так как с его помощью устанавливают заборы, делают детские площадки, монтируют металлоконструкции многоэтажных домов, монтируют водосточные системы, устанавливают перила и многое другое.
Имея не только навыки работы со сварочным оборудованием, но и соответствующее образование, вы сможете оборудовать свой дом или участок всем необходимым, а также устроиться на престижную работу.Естественно, в почете те сварщики, которые полностью разбираются в своей работе, условиях сварки, особенностях и нюансах этого дела.
Как приготовить электросваркой (видеоуроки)
Отличить новичка от профессионала очень легко, так как он не будет торопиться и переваривать швы придется гораздо больше, чем один раз. Если требуются качественные сварочные работы, но не хватает опыта или знаний, то лучше доверить процесс профессионалам, способным провести все на высшем уровне и при этом предоставить гарантию качества.
Примеры сварных швов (фото)
Конечная цель любого сварщика — получить качественный сварной шов. От этого зависит прочность и долговечность соединения деталей. Для успешной работы важно правильно выполнить подключение; выбрать силу тока, угол наклона электрода; хорошо владеет шовной техникой. Результатом правильной эксплуатации станет надежная сварка металлических деталей.
Сварные швы классифицируются по нескольким критериям. Виды и типы сварных соединений нужно рассматривать последовательно, вникая в тонкости процесса.На шов влияет расположение, направление и траектория электрода.
После закрепления выбранного электрода в зажиме, установки силы тока, подключения полярности начинается процесс сварки.
У каждого мастера свой предпочтительный угол наклона электрода. Многие считают оптимальным значение 70 ° от горизонтальной поверхности.
От вертикальной оси образуется угол 20 °. Некоторые работают под максимальным углом 60 °. В целом большинство рекомендаций по тренировкам имеют диапазон значений от 30 ° до 60 ° от вертикальной оси.
В определенных ситуациях при сварке в труднодоступных местах необходимо ориентировать электрод строго перпендикулярно поверхности свариваемого материала.
Вы также можете перемещать электрод по-разному, в противоположных направлениях: от себя или к себе .
Если материал требует глубокого нагрева, то электрод ведет сам к себе. Следом за ним по направлению к сварщику тянется рабочая зона. Образовавшийся шлак покрывает место сплава.
Если работа не связана с сильным нагревом, электрод отводят от себя. За ним «ползет» зона сварки. Глубина прогрева при такой конструкции шва минимальна. С направлением вопрос ясен.
Траектория
Особое влияние на шов оказывает траектория электрода. В любом случае он носит колебательный характер. В противном случае две поверхности не могут быть сшиты.
Колебания могут быть похожи на зигзаги с разным шагом между острыми углами траектории.Они могут быть плавными, напоминающими движение по смещенной восьмерке. Траектория может быть похожа на елку или заглавную букву Z с монограммами сверху и снизу.
Идеальный шов имеет постоянную высоту, ширину, однородный вид без дефектов в виде кратеров, подрезов, пор, непровара. Название возможных недостатков говорит само за себя. Хорошо отработав навыки, можно успешно сделать любой шов, сварить самые разные металлические детали.
Нормы и понятие ноги
Сварной шов начинает формироваться в рабочей зоне, когда металлы расплавляются, и, наконец, образуется после затвердевания.
Существующая классификация группирует швы по различным критериям: типу соединения деталей, форме шва, его длине, количеству слоев и ориентации в пространстве.
Типы возможных сварных соединений указаны в стандарте для ручной и дуговой сварки по ГОСТ 5264. Соединения, выполняемые дуговой сваркой в среде защитного газа, стандартизированы ГОСТ 14771.
В ГОСТе есть обозначение для каждого сварного соединения, а также таблица, содержащая основные характеристики, в частности, значения ветви сварного шва.
Что такое нога, довольно просто понять, посмотрев на чертеж соединяемых деталей. Это сторона умозрительного равнобедренного треугольника максимальных размеров, которая уместится в сечении шва. Правильно рассчитанное значение ноги гарантирует надежное соединение.
Для деталей неравномерной толщины за основу берется площадь поперечного сечения детали в самой тонкой ее части. Не стоит пытаться необоснованно увеличить ногу. Это может привести к деформации сварной конструкции.К тому же увеличится расход материалов.
Проверка габаритов ножки осуществляется с помощью универсальных справочных шаблонов, представленных в специализированной литературе.
Типы соединений
В зависимости от взаимного расположения деталей происходит сварка стыков:
- приклад
- перекрытие;
- угловой путь;
- в т-образном исполнении.
При стыковой сварке свариваются концы двух деталей, расположенных в одной плоскости.Соединение может быть фланцевым, без скоса и со скосом. По форме скос может напоминать буквы X, K, V.
В некоторых случаях сварка выполняется внахлест, затем одна часть частично поднимается на другую, расположенную параллельно. Комбинированная часть — это внахлест. Сварка производится без снятия фаски с обеих сторон.
Часто возникает необходимость сделать приварной уголок. Такое соединение относят к угловому типу. Он всегда выполняется с двух сторон, может не иметь фаски или иметь фаску с одной стороны.
Если в результате на свариваемых деталях образовалась буква Т, то соединение было выполнено тавровым. Иногда детали, сваренные Т-образным швом, образуют острый угол.
В любом случае одна часть приваривается к другой. Сварка выполняется с двух сторон без фаски или с фаской с каждой стороны.
Форма и длина
Форма шва может быть выпуклой, ровной (плоской). Иногда возникает необходимость сделать вогнутую форму. Выпуклые соединения рассчитаны на большие нагрузки.
Вогнутые наконечники из сплава выдерживают динамические нагрузки.Для универсальности характерны плоские швы, которые делают чаще всего.
По длине швы непрерывные, не имеющие промежутков между стыками. Иногда достаточно прерывистых швов.
Интересной промышленной разновидностью прерывистого шва является соединение, образующее контактную сварку. Делают это на специальном оборудовании, оснащенном дисковыми вращающимися электродами.
Часто их называют роликовыми, а этот вид сварки — роликовыми. На таком оборудовании также могут выполняться непрерывные соединения.Полученный шов получается очень прочным, абсолютно герметичным. Метод применяется в промышленных масштабах для изготовления труб, резервуаров, герметичных модулей.
Слои и пространственное расположение
Шов металла может состоять из ролика, выполненного за один проход. В этом случае он называется однослойным. При большой толщине свариваемых деталей выполняется несколько проходов, в результате чего ролики последовательно формируются один поверх другого. Такой сварной шов называют многослойным.
Учитывая разнообразие производственных ситуаций, в которых происходит сварка, очевидно, что швы ориентированы в каждом случае по-разному. Есть швы нижний, верхний (потолок), вертикальный и горизонтальный.
Вертикальные швы обычно закипают снизу вверх. Используется траектория электрода по полумесяцу, елке или зигзагу. Начинающим сварщикам удобнее двигаться полумесяцем.
При горизонтальной сварке выполняется несколько проходов от нижнего края соединяемых деталей до верхнего края.
В нижнем положении выполняется стыковая сварка или под любым углом. Хороший результат дает приварка «в лодку» под углом 45 °, которая может быть симметричной и асимметричной. При сварке в труднодоступных местах лучше использовать асимметричную «лодочку».
Сложнее всего сваривать в потолочном положении. Для этого нужен опыт. Проблема в том, что расплав пытается стечь с рабочей зоны. Чтобы этого не произошло, сварку проводят короткой дугой, сила тока снижается на 15-20% по сравнению с нормальными значениями.
Если толщина металла в месте сварки превышает 8 мм, необходимо выполнить несколько проходов. Диаметр первого прохода должен быть 4 мм, следующего — 5 мм.
В зависимости от ориентации шва выберите соответствующее положение электрода . Для выполнения горизонтальных, вертикальных, потолочных стыков, сварки неподвижных стыков труб электрод направляют вперед.
При сварке угловых и стыковых соединений электрод направлен назад. Труднодоступные места кипятят электродом под прямым углом.
Обработка сварных швов
При сварке образуются шлаки. Если в шов попадают включения шлака, его качество ухудшается. Все шлаковые отложения необходимо убрать.
Если сварка проводится в несколько проплавов, то зачистку швов проводят после каждого этапа сварки. В этом случае используйте любые методы. Сначала сварные детали забиваются и очищаются жесткой щеткой.
Затем выполните грубую чистку. Мелкие детали очищаются специальными ножами или шлифовальными кругами.Большие диски чистят на машинах. На завершающем этапе происходит шлифовка сварного шва.
Часто для этого используют фибровый круг шлифовального станка. Есть и другие способы полировки сварных швов.
Сварка постоянно развивается. Появляются новые материалы, совершенствуются технологии. Необходимо следить за новостями сварочного дела, чтобы узнавать много нового и интересного.
Получить специальность сварщика можно после 2 лет обучения в ПТУ или техникуме, в крайнем случае можно пройти курсы.Тем, кто не хочет заниматься этим профессионально, а просто хочет умело выполнить сварочные швы, поможет следующая подборка распространенных сварочных швов.
Сварочный инструмент
Приобретение необходимого оборудования — важная подготовка к успешному выполнению сварных швов. Основное устройство для их создания — сварочный аппарат. Его вариации могут работать как от постоянного, так и от переменного тока. При работе на сварочном аппарате необходимо приобретать электроды.
Если используется электродуговая сварка, то электроды при постоянном токе перемещаются в одном направлении, которое определяется в соответствии с полярностью.
Есть несколько аппаратов для сварки:
- Трансформатор
. С его помощью электричество, подаваемое в сеть, преобразуется в переменный ток, необходимый для процесса сварки. Если выбрать его дешевый вариант, можно получить тяжелый прибор, с которым возникнут трудности при транспортировке, а также высокая постоянство дуги и потери напряжения при эксплуатации. - Выпрямитель
. Он преобразует переменный ток в постоянный для сварки. У него практически те же недостатки и преимущества, что и у предыдущего устройства. Но качество швов после его нанесения намного лучше, так как он сохраняет стабильность дуги. - Инвертор
. Обеспечивает постоянный ток и напряжение для сварки. Это компактное устройство, обеспечивающее плавную регулировку силы тока, отличается от аналогов быстрым откликом и легким зажиганием.
Сварочные инверторы нового поколения превосходят по точности трансформаторы, генераторы и выпрямители, ранее использовавшиеся для сварки; полярность можно установить на них самостоятельно. Новичкам рекомендуется освоить сварку инверторами.
Успешное использование этих устройств зависит от правильного представления о полярности. Если выбрана прямая полярность, то провод с «минусом» идет к электроду, а с «плюсом» — к клемме заземления. При обратной полярности все будет наоборот.
Электропитание сварочного аппарата осуществляется по проводам с быстросъемными клеммами. Жилы должны быть медными и изолированными, они проводят ток, а синтетическая пленка выполняет функцию разделителя.
Электроды для сварки металла изготовлены из сварочной проволоки. А вот для чугуна применяется присадочная проволока с графитовым стержнем. Чугун, в отличие от стали, очень хрупкий материал, и его сварка должна производиться холодным методом. При выполнении сварки необходимо постоянно следить за нагревом ее поверхности, иначе могут возникнуть трещины.Шов выполняют не целиком, а отрывками с обязательной ковкой.
Основы работы начинающего сварщика
Освоение сварки начинается с обучения работе с ненужными кусками металла. Лучше запастись емкостью с водой, если вдруг по неопытности возникнет пожар, то можно будет быстро ликвидировать пожар. На первых шагах нужно быть внимательным и настороженным, даже если отразится небольшая искра, этого будет достаточно, чтобы получить возгорание:
- На выбранном устройстве проверяется изоляция кабеля, правильность его заполнения в держателе .
- Устанавливаем желаемое значение тока, ориентируясь на диаметр электрода.
- Зажигается дуга, которая устанавливается под углом 60-70 градусов и медленно проходит по свариваемой поверхности. Деталь касается дуги, когда от электрода исходит искра. Во время сварки необходимо соблюдать расстояние 5 мм между дугой и электродом. Во время работы электроды перегорят. Если электрод при движении прилипает к металлу, его необходимо отвести в сторону.
- Дуга может появиться не с первого раза, тогда ток увеличивается так, что получается дуга постоянной длины 5 мм.
- Когда вам удастся его зажечь, нужно попытаться оплавить ролик, пытаясь собрать расплавленный металл к центру дуги.
После такого обучения можно будет переходить к сварке 2 частей металла.
Правильное выполнение вертикального шва (видео)
В этом видео показано, как сделать вертикальный шов на тонком металле, толщина которого составляет всего 2 мм.
Для сварки используются корейские электроды диаметром 2,6 мм. Обычно такие швы делают углом вперед, но поскольку используется профиль, на котором делается небольшой зазор, работа будет перпендикулярной или с небольшим встречным уклоном. Для сравнения швов сначала сваривается половина зазора на 45 ампер, затем переходят на 60 и 70. Через светофильтр видно, что сварка ведется снизу профиля. Получилось 2 шва. Как видите, на 70 амперах получается плавнее и точнее.
Как правильно сварить потолочный шов электросваркой? (видео)
Данный вид сварки выполняется на примере тонких пластин, для которых используются электроды УОНИ с основным покрытием.
Вот инструкция по сварке:
- Первое движение электрода делается «елочкой», при этом нужно совершать небольшие колебательные движения. При варке шва потолка прикладывают ток 85 ампер, выполняется без перебоев. Другой вариант выполнения такого шва — перемещение электрода немного назад, а затем вперед.
- После заваривания всех пластин переходят к выполнению углового шва полупотолка, который проводят, начиная с малого шва и обратно, а затем применяют ту же «елочку», которая делается обратной стороной. Для углового шва необходимо установить более сильный ток в 90 ампер. Угловая сварка может выполняться вторым способом с использованием возвратно-поступательных движений.
- Последние швы удерживаются на стыке пластин внахлест. Это стык полупотолка. В связи с тем, что верхняя пластина тонкая, движения «елочкой» нужно выполнять плавно, с небольшим шагом, не давя на нее сильно электродом, чтобы не подорвать.Движения по одному шву можно комбинировать. Сила тока осталась прежней — 90 ампер.
Первый шов елочкой без дефектов. Второй шов с пробегом вперед выглядит аккуратнее, хотя вначале имеет небольшие поры. Филейные швы хоть и выполнены двумя разными способами, но выглядят аккуратно и почти одинаково.
На нахлесточном шве видно, что при больших перемещениях электродом образуются подрезы из-за тонкой платины. В начале швов появляются поры, возникшие в результате плохой зачистки металла.
Видеоурок для начинающих по сварке
Способность готовить швы отличается их красотой и качеством. Для выполнения этих требований вам необходимо обладать определенными навыками. Их можно приобрести только с опытом. А для начинающих сварщиков-самоучек нет лучшего руководства, чем профессиональное видео, в котором по полочкам разложено, как правильно и надежно сваривать швы.
Зазор между трубками 2 миллиметра. Плавление вдоль трубы будет производиться изолированно с использованием электродов с рутиловым покрытием.Сварку проводят под углом назад, точечно, не отрывая электрод, в том же месте до образования ролика. Фактический ток в устройстве будет примерно 110 ампер. Процесс сварки демонстрируется через светофильтр и при дневном свете. Перед тем, как делать шов, электрод нужно немного согнуть, чтобы было удобнее готовить. При осмотре шва, выполненного светофильтром после отбивания шлака, видно, что он образует ровный наплыв, только на месте замка автор ролика усиливает его дополнительной каплей.
Основным условием получения красивых поворотных швов является использование подходящего метода сварки и расположение дуги.
После приобретения необходимого инструмента и правильного выполнения подготовительных работ вы сможете самостоятельно выполнить швы, приведенные в статье. А правильность их создания можно проверить, сравнив с представленными примерами в видеоуроках от профессионалов сварщика.
Научиться делать правильный и качественный сварной шов самому несложно.Электрическая или дуговая сварка, предназначенная для начинающих, подразумевает начальное обучение формированию этих неразъемных соединений. Начать следует с самых простых, постепенно переходя к более сложным соединениям, когда вы накопите достаточный опыт.
Для выполнения сварных швов обязательно проводится подготовка соответствующего оборудования. Для работы с электродуговой сваркой необходимо взять следующие инструменты и материалы.
- Само оборудование для непосредственной сварки, может быть другого типа.
- Электроды необходимого диаметра — обычно это зависит от толщины подключаемых элементов.
- Специальный остроконечный молоток, который сбивает шлак.
- Металлическая щетка для зачистки металлического участка сварного шва.
При формировании стыка следует помнить о соответствующих мерах безопасности. Невозможно выполнять работу без соответствующей маски, оснащенной специальными светофильтрами.
Желательно носить достаточно тесную одежду с длинными рукавами, перчатки из замшевых материалов.Кроме того, стоит взять выпрямитель или трансформатор, если оборудование достаточно старое. Однако в последние годы сварочные швы все чаще применяются с использованием инверторного оборудования, которое оснащено всем необходимым для преобразования переменного тока в постоянный.
Технология работы
Чтобы правильно уложить расплавленный электрод на образовавшийся сварной шов, следует учесть, что сварка — не очень простая и безопасная технология. Прежде всего, это подразумевает использование высокой температуры, которая должна превышать температуру плавления стали.
Под его непосредственным воздействием основной металл и электрод плавятся. Соответственно, возникает так называемая сварочная ванна, в которой смешиваются металлы деталей и электрода, в результате чего образуется сварное соединение или шов.
Размер сварочной ванны напрямую зависит от того, какие настройки были выставлены на оборудовании, расположение в пространстве, скорость, с которой движется электрод, зазор между свариваемыми элементами. Для формирования надлежащего сварного шва средняя ширина шва составляет от 4 до 30 мм, в зависимости от толщины заготовок.
Электродуговая технология предполагает использование электродов с так называемым покрытием. При подаче напряжения на электрод и свариваемые элементы с ним образуется особая газовая зона над ванной. За счет этого происходит абсолютное вытеснение воздуха, не допускающее прямого контакта кислорода и свариваемых металлов. При сварке элементов на стыковой поверхности образуется шлак, который также препятствует контакту жидкого чугуна с воздухом.
Формирование правильного сварного шва осуществляется при снятии электрической дуги: металл начинает постепенно остывать и образовывать кристаллическую решетку.Защитный слой шлака после затвердевания металла следует удалить.
Основы дуговой сварки
Чтобы сделать надежный сварной шов и правильно уложить расплавленный электродный материал, необходимо уделить пристальное внимание началу работы. Осваивать эту работу лучше всего под руководством опытного сварщика, который избежит самых распространенных ошибок и при необходимости проконсультирует.
Детали, соединяемые между собой, должны быть жестко закреплены. В связи с тем, что работы ведутся при высокой температуре, необходимо предусмотреть все меры, связанные с пожарной безопасностью.Рядом нужно установить ведро с водой. Не работайте на деревянной основе.
Зажим заземления закрепляется на свариваемых элементах. Перед этим внимательно проверьте качество его утеплителя. Если он поврежден, не используйте этот кабель. Кроме того, его необходимо надежно закрепить в специальном зажиме.
Правильно подобранные настройки оборудования позволяют плавно и равномерно накладывать электрод, за счет чего металл осаждается на свариваемых элементах.
Когда все подготовительные работы будут завершены, осторожно зажгите дугу.Делать это нужно следующим образом: электрод держат под углом к заготовкам примерно 60 градусов, медленно водят по поверхности металла до появления искр. Затем их слегка касаются заготовками и отводят от них на расстояние около 5 мм, образуя электрическую дугу.
Такой зазор необходимо будет поддерживать в течение всего времени работы. Если все было сделано правильно, электрод начнет постепенно плавиться и выгорать, поэтому его придется медленно подносить к заготовкам, выдерживая тем самым необходимое расстояние.Ближе подносить его не следует, так как он может прилипнуть. Если дуги не возникает, придется увеличить силу тока на оборудовании.
Сварочный шов: как двигать электрод?
Во время сварки электрод следует перемещать по одному из трех путей.
- Поступательная — электрическая дуга направлена по оси соединяемых элементов. Это позволяет не только поддерживать его постоянное горение, но и образовывать достаточно тонкий и прочный сварной шов.
- Продольный — позволяет обеспечить филаментный шов различной высоты, которая будет напрямую зависеть от скорости движения электрода. На самом деле связь очень сильная, но для ее усиления придется совершать некоторые боковые движения.
- Поперечный — обеспечивает формирование сварного шва необходимой ширины. Он предполагает выполнение колебательных движений. Ширина шва подбирается исходя из толщины соединяемых элементов, их размеров и ряда других параметров.
Обычно при выполнении работ используются все эти движения, которые в сочетании друг с другом образуют определенную траекторию. Обычно это каждый сварщик. В принципе, сама траектория не очень важна, главное, чтобы края заготовок были как можно лучше оплавлены и соответственно получился шов с заданными параметрами.
Сварка трубопроводов: особенности технологии
Стоит отметить, что сварка предполагает формирование не только горизонтальных, но и вертикальных сварных швов, что позволяет производить сварку, в том числе промышленных трубопроводов, на которых необходимо выполнять соединения высочайшего качества.В связи с этим к таким работам допускаются только опытные сварщики, имеющие все необходимые документы, подтверждающие их высокую квалификацию.
В отличие от плоских деталей, при сварке труб электрод держится под углом 45 градусов. Максимальная высота этого соединения не должна превышать 4 м. В зависимости от толщины труб ширина шва может быть довольно большой — в некоторых случаях до 4 см. При проведении промышленных работ для получения полноценного и прочного соединения участки, где будет образовываться шов, очищают от жировой ржавчины и других загрязнений, способных снизить прочность шва.
Сварка предполагает постоянное повышение квалификации, только в этом случае можно будет получить соединение высочайшего качества, которое прослужит долго.
Сегодня существует множество способов соединения металлов. Но чтобы понять, как правильно уложить сварочный шов, необходимо более подробно изучить принципы и способы сварки. По техническим характеристикам способы делятся на два типа:
Соединения — разъемные, для которых возможно разъединение частей без нарушения соединительных элементов.Например, болт и гайка. Но неразъемное соединение считается наиболее прочным, так как при нем детали не разъединяются, не разрывая соединяющиеся детали. К этому типу относятся сварные и заклепочные соединения. Если необходимо получить качественный и надежный стык, сварка — лучший вариант.
Часто мастера по сварке элементов приобретают сварочные аппараты без каких-либо навыков и опыта. А после неудач начинают задумываться, как правильно поставить сварной шов.
Принципы сварки
Различные виды сварки.
Сварка — это процесс соединения отдельных металлических элементов с применением электросварки. Соединительные элементы плавятся под действием электрической дуги и электрода, представляющего собой стержень из металла со специальным покрытием. c и прочность сварного шва во многом зависят от различных факторов:
- аппарат сварочный;
- регулятор тока;
- размер используемого электрода;
- по классификации и навыкам сварщика.
В бытовой и промышленной сфере применяется несколько видов сварки, которые, в свою очередь, делятся на группы:
- газовый пресс;
- контакт;
- ;
- электрошлак;
- термит;
- трение.
Ролик
При сварке газовым прессом используйте ацетил-кислород открытым пламенем. Достоинством этого метода является его высокая производительность. Этот метод широко используется в газовой и нефтяной промышленности. Распространен при прокладке трубопроводов, а также широко применяется в машиностроении.
Если в сети небольшое напряжение, то часто применяется контактная сварка, но при этом должно быть высокое значение электрического тока. При использовании этого метода допустима точечная и стыковая сварка. Следовательно, по шву легче работать.
Чтобы освоить технологию сварки, необходимо приобрести сварочный аппарат. Его можно сдавать в аренду, а если он нужен для длительной работы, разумнее будет купить. Сегодняшние специализированные магазины могут предложить ряд сварочных аппаратов, среди которых есть и аппараты, оснащенные регулятором тока.
Вернуться к содержанию
Последовательность кладки швов
Чтобы научиться правильно делать сварной шов, важно учитывать, что электроды следует выбирать с учетом толщины свариваемого металла, а ток должен быть установлен на электродах.
Методика расчета не составит труда, например:
- при использовании сварочных трансформаторов с сечением электрода 1 мм ток должен соответствовать 30-40 А;
- сварочный инвертор с размером электрода 3 мм требует тока 80 А, а при токе 100 А возможна резка металла.
Что касается помещения, то не беда, но при выполнении сварочных работ для обеспечения пожарной безопасности нужно запастись ведром с водой. Перед началом сварочных работ необходимо подготовить все инструменты, чтобы они были под рукой. Сваренные детали в местах стыков очистить металлической щеткой. Чтобы шов был ровным и аккуратным, рекомендуется предварительно сварить заготовки струбцинами или тисками.
Для того, чтобы иметь представление о том, как правильно работать при электросварке, желательно предварительно потренироваться в сварке роликов на плоскости, а при выполнении этого процесса оптимальным вариантом будет использование электродов с сечение 3 мм, так как они самые популярные.
Важно учитывать, что лучше всего использовать для работы только что приобретенные электроды, так как давно приобретенные электроды могут впитывать влагу, что усложняет процесс сварки.
Следующие действия:
- Необходимо прикрепить массу зажимом к рабочему элементу;
- Электрод вставлен в держатель.
- Дуга зажигается, и используется один из двух методов: удар, как будто спичкой, или удар по свариваемой детали.
- Далее выполняется сварка, ведя электрод по поверхности (угол должен быть соблюден на 75 °), при этом должны образовываться колеблющиеся фракции, по принципу действия это похоже на сгребание расплавленной массы металла под дуговым кратером. .
- В итоге получается качественный ровный шов.
Сделать ровный качественный шов несложно. Важно иметь хоть немного знаний физики, необходимое качественное оборудование и немного навыков.
— это сложно сваривать (и можете ли вы научиться самостоятельно)?
Когда я начал заниматься сваркой, я подумал, насколько это сложно. Итак, прежде чем погрузиться в подробности, я провел небольшое исследование, чтобы определить, насколько на самом деле трудна сварка.
Значит, сварка — это сложно? Большинству людей научиться сварке от умеренной до очень большой степени сложно, поскольку это практический навык, требующий большего, чем просто чтение. Кроме того, для большинства людей сварка на самом деле очень сложна, потому что для этого требуются годы и годы практики, помимо обучения тому, как это делать.
Но, как вы понимаете, многое из этого зависит от множества факторов. Некоторые из вас научатся сваривать быстро, но с трудом справятся с этим. Другие преуспеют и в том, и в другом. Некоторые вообще не возьмутся за это. Давайте рассмотрим факторы, которые усложняют обучение сварке.
Какие факторы определяют твердость сварки?
Чтобы научиться правильно сваривать, необходимо следующее:
1. Знание
Вам нужно будет не только понимать основы химии, но и знать все тонкости сварки, включая передовые методы и советы, как добиться большего успеха.
2. Время практического применения
На то, чтобы овладеть сваркой, нужны как минимум годы. Подобно тому, как научиться чему-либо научиться, сварка потребует времени и энергии, чтобы научиться делать это правильно и эффективно.
3. Терпение
Это не мгновение. Вы не можете (или, по крайней мере, не должны) просто смотреть видео на YouTube или читать сообщение в блоге, а затем сразу же пробовать сварку. Вы можете серьезно пострадать или, по крайней мере, потратить кучу денег.Наберитесь терпения, когда учитесь, и не бойтесь неудач.
4. Отличный учитель
Сильный инструктор сделает вас еще лучше в сварке. Как и в любой другой профессии, вы должны найти лучшую школу и / или учителя, который обучит вас должным образом сварке в процессе обучения.
5. Будьте осторожны в вопросах безопасности
Сварка невероятно опасна, если вы не будете осторожны и не знаете, что делаете. Вам нужно будет потратить время и деньги на правильное защитное снаряжение, чтобы не пораниться.
6. Деньги
Вы можете хорошо зарабатывать, работая сварщиком, но при этом необходимо иметь желание инвестировать в правильное оборудование. Это означает, что нельзя довольствоваться дешевыми машинами, аксессуарами и защитным оборудованием, так как они могут навредить вам или вашему бизнесу в будущем.
Это лишь некоторые из факторов, которые определяют, насколько твердой может быть сварка. Если вы не сосредоточитесь на перечисленных выше пунктах, это значительно увеличит вашу кривую обучения.
Самый быстрый способ научиться сварке
Как бы я ни хотел сказать, что вы можете узнать все, что вам нужно знать о сварке, на этом веб-сайте, вы не можете.Мы можем научить вас основам и дать массу информации о том, что вам нужно знать, , но вы не овладеете этим навыком, пока не потратите на это время.
Итак, самые быстрые способы научиться сварке:
1. Получите работу сварщиком
Устроиться сварщиком без опыта вряд ли получится. Но будучи учеником, вы можете работать с опытным сварщиком и изучать ремесло на практике. Это что-то вроде стажировки, так что это не самая сексуальная работа в мире, но она, по крайней мере, даст вам шанс научиться ремеслу.
Чтобы найти ученичество, я бы порекомендовал начать с двух веб-сайтов:
- apprenticeship.gov (принадлежит Министерству труда США)
- careonestop.org (спонсируется Министерством труда США)
Просто выполните поиск по запросу «сварщик» или «сварщик» на каждом из этих сайтов, и он должен дать вам список возможностей. Если возможности не появятся, вы должны получить ссылку на веб-сайт ученичества вашего штата для получения дополнительной информации.
Как и любой другой сайт вакансий, вы увидите
- Когда место ученичества было размещено
- Где оно расположено (город, штат и компания)
- Необходимые минимальные требования
- Любая соответствующая контактная информация
- Требования к поездкам, если применимо
- Требуемый тип сварки (т. Е. MIG, TIG, Stick, порошковая дуга)
Оба объекта позволяют подавать заявки непосредственно с объекта, поэтому это должен быть довольно простой процесс.
2. Найдите карьерный путь, который позволит вам часто работать вместе
Чтобы научиться сварке, необязательно быть сварщиком или учеником сварщика. По данным Advanced Career Institute, вот несколько карьерных путей, которые вы можете изучить, которые будут включать ежедневную или еженедельную сварку:
- Сборщики и изготовители. Здесь вы будете использовать сварку, чтобы нанести последние штрихи на такие вещи, как электроника, игрушки и компьютеры, а также на более крупные вещи, такие как лодки и самолеты.
- Котельные. Как производитель котлов, вы будете делать стальные конструкции из таких вещей, как трубы и пластины, и обычно приезжаете для этого на объект (например, мосты и горнодобывающее оборудование).
- Ювелир, мастера по драгоценным камням и металлу. Это другой тип сварки, при котором вы большую часть времени будете работать над небольшими кусочками драгоценного металла или дорогими украшениями, возвращая им первоначальный вид.
- Машинисты, изготовители инструментов и штампов. В этой карьере вы будете работать в основном со сварочными инструментами и машинами, используемыми на транспорте или в строительстве (например, автобусы, строительные инструменты, автомобили).
- Работники листового металла. Примерно то, о чем он говорит — вы будете сваривать большие листы металла вместе, чтобы сделать большие листы, которые пойдут на производство другой продукции.
- Сантехники, монтажники и монтажники. Возможно, вы не так часто свариваете, но в этих областях вы будете выполнять сварку при установке сантехники и трубопроводов как в жилых, так и в коммерческих зданиях.Здесь важно обеспечить точность, так как вам нужно будет убедиться, что работа соответствует коду.
- Рабочие на станках по металлу и пластмассе. Вы будете настраивать и эксплуатировать станки для производства металлических и пластмассовых деталей.
Как видите, вы можете выбрать несколько профессий, которые не связаны конкретно со сваркой, но вы быстро научитесь профессии и сократите время, необходимое для того, чтобы стать лучше.
На что обращать внимание в хорошей сварочной школе
Прежде чем выбрать хорошую школу сварщиков, убедитесь, что у вас есть время, чтобы прочитать о сварке, ее плюсах и минусах, а также о том, подходит ли это для вас.
Помните, вы не идете в сварку, чтобы разбогатеть (но это может быть полезная карьера), и вам нужно будет чувствовать себя комфортно, работая в условиях высокой температуры, иногда на высоких оборотах и в опасных ситуациях.
Как только вы это определили, пора искать хорошую сварочную школу (если, конечно, вы не сразу перейдете на стажировку).
Хорошая сварочная школа должна научить вас:
- Сварка труб и листов
- Сварка в различных положениях
- Все основные сварочные процессы (т.е.д., дуговой сваркой MIG, TIG и порошковой порошковой сваркой)
- Чтение чертежей
- Проверка сварки
- Трубный фитинг
- Резка металла
- Металлургия
Кроме того, сотрудники должны знать, сколько времени вам понадобится провести в сварочной школе. Срок службы большинства хороших школ сварщиков превышает 18 месяцев, но обычно не менее 9 месяцев. Будьте готовы проводить полные 8 часов в день, и вы также можете рассчитывать на дополнительные курсы, если вы получаете степень младшего специалиста.
Еще одна вещь, которую следует учитывать, — это соотношение студентов в кабинке. Вы будете практиковаться в сварке в кабине, а в некоторых школах соотношение составляет 3: 1 или больше. Это означает, что вы будете делить будку с двумя другими людьми, что сократит время тренировки. Если вы умеете раскачивать, найдите такой с соотношением 1: 1 или, в худшем случае, соотношением 2: 1.
Знайте, получите ли вы сертификат сварки или сертификат сварки — разница большая. Сварочный сертификат гарантирует, что вы доказали свои способности в сварке и во всех ключевых процессах в этой области.Сертификат просто говорит о том, что вы закончили программу, и ничего больше.
Наконец, важными факторами являются стоимость и степень младшего специалиста. Как и все остальное, вы получаете то, за что платите в сварочной школе. Проведите исследование и убедитесь, что вы получаете то, что платите. Вам также нужно будет подумать, хотите ли вы пройти дополнительные курсы и работать над получением степени младшего специалиста, что может помочь вам в целом стать более востребованным на рынке.
Советы, как найти время для обучения сварке
Поскольку вам нужно потратить время и силы, чтобы научиться правильно выполнять сварку, вот несколько советов, которые помогут сделать сварку более гладкой:
- Идеальная практика рождает совершенство. Найдите время, чтобы делать все правильно, вместо того, чтобы торопиться.
- Неудачи быстро. На самом деле, потерпеть неудачу — это нормально, именно так ты лучше всего научишься. Убедитесь, что вы терпите неудачу быстро, и учитесь на своих ошибках.
- Высыпайтесь. При работе с опасным оборудованием лучше всего выспаться, чтобы когнитивно запомнить информацию, которую вы изучаете, но также убедитесь, что вы внимательны и сосредоточены.
- Проверьте себя, насколько это возможно. Читаете ли вы этот блог или делаете сварку в реальном времени, тестирование может помочь улучшить ваше удержание. Для получения дополнительной информации Американская психологическая ассоциация дает здесь несколько отличных советов по изучению умного.
- Да ладно, это займет много времени. Малькольм Гладуэлл говорит в своей книге « Outliers », что человеку требуется около 10 000 часов, чтобы овладеть навыком. Не допускайте неудач, думая, что вы овладеете сваркой за несколько месяцев.
Связанные вопросы
Опасна ли сварка? Сварка безопасна при соблюдении надлежащих мер предосторожности, но может быть чрезвычайно опасной в противном случае.Вы должны убедиться, что у вас есть подходящие инструменты, вы правильно носите правильное защитное снаряжение и, помимо прочего, прошли обучение у профессионала.
Сварщик — хорошая карьера? Сварщик может стать очень выгодной карьерой — как в финансовом, так и в личном плане — если вы знаете, что делаете. Кроме того, для этого не требуется диплом о высшем образовании, поэтому входной барьер ниже.
Похожие сообщения:
Техпроцесс
и подробная инструкция. Видео.Основные этапы сварки
Не секрет, что многие учились сварке самостоятельно. Таких людей действительно много, и многие из них с высокой эффективностью могут использовать практические навыки, полученные в домашних условиях. Тем не менее, иногда лучше сначала получить теоретические знания, прежде чем продолжать. Поговорим о том, что такое сварка для новичков, чем она характеризуется, и почему лучше всего использовать инвертор для новичков.
Кратко о сварочных инверторах
Инвертор — электронный достаточно точный, экономичный и простой в использовании.Основная нагрузка при эксплуатации приходится на сварочную сеть. Плюсы инвертора, особенно для новичков, в том, что у них есть накопительные конденсаторы. Они необходимы для набора определенного количества электроэнергии, обеспечивающего бесперебойную работу. Многие наверняка заметили, что при работе со старыми напряжения в сети начинают резко скакать. В таких условиях какая-то бытовая техника может загореться. Итак, такого недостатка нет. Кроме того, обеспечивается плавное зажигание дуги, что необходимо для обеспечения качества шва.
Немного теории
При соединении металлических деталей происходит огромное количество процессов. Большинство из них скрыто от человеческого глаза, другие очевидны. Итак, сам процесс сварки можно разделить на несколько простых этапов. Образуется первая дуга, что свидетельствует о замыкании электрода и металла. На втором этапе создается высокая температура (до 7 тысяч градусов), позволяющая плавить любой металл. В результате оплавления электрода и кромок металлических изделий происходит соединение — производство процесса заканчивается.Электрод играет большую роль. Он состоит из сплава, на поверхность которого нанесен порошковый состав. Порошок используется для поддержания равномерного горения дуги, а сам электрод необходим для образования сварочной ванны без кислорода.
Для новичков: Пошаговая инструкция
Перед тем, как приступить к работе, вам понадобится минимум боеприпасов. Поэтому не рекомендуется выполнять работы без специальной защитной каски и грубых перчаток. Ну а кроме того желательно иметь старую куртку из грубой хлопчатобумажной (например, джинсовой) ткани, которая не будет гореть от искр.
Далее необходимо настроить сварочный ток и правильно выбрать электрод. Для инверторной сварки подходят изделия диаметром 2-5 мм. Сварочный ток устанавливается исходя из толщины обрабатываемой детали и материала. Во избежание прилипания электрода к обрабатываемой поверхности плавно встряхните. После этого можно подключить массовый вывод к детали.
Процесс сварки начинается с зажигания дуги. Электрод по отношению к поверхности выполнен под небольшим углом.Для его активации нужно несколько раз прикоснуться к свариваемой поверхности. В процессе эксплуатации электрод необходимо держать на расстоянии своего диаметра от поверхности. В принципе, сварочный инвертор для новичков довольно прост. А теперь пойдем дальше.
Контроль зазора
Большое значение при выполнении сварочных работ имеет дуговой разрядник. Этот зазор — это расстояние между электродом и металлом, которое образуется при выполнении сварки.При недостаточном расстоянии шов будет выпуклым, так как металл в месте соединения не успеет нагреться. Если зазор будет слишком большим, это приведет к нестабильной дуге, что, в свою очередь, чревато некачественным швом. В частности, соединение получается по кривым.
Для хорошего поставщика и качественного шва нужно выбрать оптимальный зазор. Мы можем смело говорить о том, как научиться соблюдать постоянную правильную дистанцию, и это самый сложный навык. Но если вы научитесь это делать, скоро дуговая сварка для начинающих превратится в сварку для профессионалов.Не забывайте, что в процессе электрод постепенно плавится, поэтому, если он не двигается, то зазор будет увеличиваться. Следите за этим повнимательнее, и все будет хорошо.
Формирование правого шва
Хочу отметить, что для новичков подразумевается не только соблюдение необходимого зазора. Есть еще несколько важных требований, которые рекомендуется соблюдать:
- скорость и электрод;
- сила тока;
- угол наклона электрода.
Изменения при работе с различными материалами. Поэтому в одних случаях электрод ведет быстро, в других, наоборот, медленно. В этом случае толщина комбинированного металла влияет на силу тока. Чем толще изделие, тем больший ток необходимо подавать на электрод. А от угла наклона электрода зависит толщина шва и выпивки. Все это необходимо учитывать при выполнении работ. В принципе, ручная сварка для новичков несложных деталей для всех.Опыт придет только в том случае, если постоянно практиковаться и тренироваться, создавая все более сложные швы.
О полярности при сварке
Необходимо понимать, что бывает прямая и обратная полярность. Если мы имеем дело с первым, количество тепла, выделяемого металлическим продуктом, возрастает. Таким образом, образуется узкая, но достаточно глубокая зона плавления. Такая технология применяется при точной обработке листов достаточной толщины.
Если вам нужно создать качественные швы на тонком листе, то используется обратная полярность.Характерно то, что в изделии происходит пониженный подвод тепла, поэтому шов широкий, но не слишком глубокий. В настоящее время активно используются обе технологии. Возможно, что начинающему сварщику в начале пути не имеет смысла разбираться с полярностью, но после выполнения некоторых подключений знание знаний станет очень кстати.
Для новичков: Работа с тонкими листами
Как отмечалось чуть выше, с тонкими металлическими изделиями необходимо работать с обратной полярностью.Это связано с тем, что их довольно легко обжечь, что испортит заготовку. Обратная полярность устанавливается прямо на инверторе. При этом ток тоже снижается до нормы. Электроды в этом случае подключены плюсом к инвертору, а минусом соответственно к металлическому листу. Это позволит получить качественные швы и не обжечь лист. Тем не менее, если вы новичок, то выбирать рабочее место нужно так, чтобы был виден шов. В этом случае вы можете контролировать процесс.Со временем вы будете выполнять работу на станке, но это будет происходить только при наличии большого опыта.
Заключение
Итак, мы поговорили с вами о том, что и как выполняется инверторная сварка для начинающих. «Ресанта», например, — сварочное оборудование хорошего качества. В то же время он идеален для новичков. Это связано с исключительной простотой использования. В линейке есть модели, более подходящие для любительской сварки, и есть дорогие профессиональные инверторы.Последний вариант вряд ли подойдет новичку. Такое оборудование чаще используется в промышленности.
Конечно, если вы собираетесь работать сварщиком, то вам понадобится инвертор для профессионалов. Это, конечно, много, но позволяет выполнять сварочные работы с самыми разными материалами. Не забывайте о средствах индивидуальной защиты. Невозможно выглядеть без специальных очков или дуговых масок. Во-первых, очень устают глаза, во-вторых, это негативно сказывается на зрении. Именно поэтому маску нужно использовать обязательно.В принципе, это все, что можно рассказать об инверторной сварке для начинающих. Здесь нет ничего сложного, но необходимо строго соблюдать технологию, и тогда шов будет прочным и качественным.
Сварка в наши дни — самый распространенный способ соединения двух металлических деталей. Со стороны кажется, что готовить просто и легко, но на самом деле профессия сварщика достаточно сложна и требует определенных навыков. Перед тем, как приступить к процессу сварки, необходимо многому научиться и многое принять во внимание.
Для начинающих сварщиков и профессионалов, работающих на высоте, компактными современными аппаратами для электродуговой сварки являются инверторы.
Аппарат для сварки
Сварочный аппарат выполняет работу, используя источник питания и электроды.
Есть два типа устройств:
Устройства трансформаторного типа просты в использовании, но имеют большой вес и большие размеры, прочные и выносливые, а также очень надежные. Для работы требуется переменный ток.Для сварки используют флюорит-кальциевые или рутиловые плавильные электроды. Аппарат имеет небольшой КПД , а сварочный шов, выполненный с помощью трансформаторного устройства, получается среднего качества. При работе с данным видом электросварщика требуется высокая квалификация сварщика.
Инвертор электросварочный аппарат постоянного тока В отличие от трансформатора. На входе в схему аппарата поступающее напряжение преобразуется из постоянного в переменное, которое затем поступает в трансформатор.Основное отличие этого вида сварки:
- малый вес;
- мобильность;
- компактность;
- Аппарат хорошо зарекомендовал себя в полевых условиях;
- независимость от входного напряжения;
- КПД.
Инверторы
очень экономичны, при использовании прибора потери электроэнергии в десятки раз меньше , чем при работающих трансформаторных моделях. Устройство имеет КПД от 85 до 90 процентов.
С помощью инвертора можно комбинировать как мелкие, так и большие металлические изделия.Инверторы в наше время стали большим прорывом в области сварочных агрегатов, старые громоздкие трансформаторы постепенно вытесняются у всех из-за их габаритов и трудностей в применении. Инвертор доступен как по цене, так и по классификации любого сварщика, достаточно знать основы и принципы самого процесса сварки.
Электроэнергия, которую потребляет этот небольшой сварочный аппарат, зависит исключительно от работы самой дуги, которая также выполняет процесс сварки.
Основы инвертора
Инверторные сварочные аппараты очень удобны в эксплуатации и более экономичны, это актуально для новичков, не имеющих идей для сварщиков. Для начала нужно понять, что инвертор — это электронный сварочный аппарат , поэтому основная нагрузка при работе с ним будет приходиться на вашу электрическую сеть.
Для сравнения: старый трансформаторный сварочный аппарат при включении давал максимальный и сильный толчок электричества, из-за чего в сети вашего дома отключалось электричество.Инвертор, напротив, имеет конденсаторы накопительного действия, которые сначала накапливают электричество, а затем обеспечивают бесперебойную работу вашей розетки и аккуратно разжигают электрическую дугу.
Вы можете освоить в доступной форме и самостоятельно изучить уроки инверторной сварки. Со своей стороны, мы можем дать вам несколько полезных и необходимых предложений, если у вас возникнут какие-либо вопросы. В статье мы расскажем, на что в первую очередь нужно обратить внимание перед началом сварки.
Важным моментом, который необходимо усвоить, является тот факт, что потребление электроэнергии инвертором напрямую зависит от диаметра вашего электрода. Чем больше диаметр используемого электрода, тем больше потребуется электроэнергии. Поэтому перед началом работ необходимо рассчитать примерную максимальную величину потребляемой вами электроэнергии , чтобы не сжечь проводку или бытовую технику в вашем доме.
Кроме того, для каждого диаметра применяемого электрода необходима минимальная рекомендуемая сила тока, то есть, если вы хотите уменьшить ток силы тока, то шов не будет работать.
Если захочется поэкспериментировать и увеличить силу тока, то сам шов получится, при этом электрод может очень быстро обгореть или налипнуть. Как вы уже поняли, важным элементом процесса сварки является правильный подбор электрода и текущая работа устройства.
Конструктивный электрод представляет собой металлический стержень, на который напыляется порошок специального состава. Распыление порошка является необходимым препятствием для доступа к окружающему воздушному шву.Окружающая среда отрицательно влияет на формирование сварного шва , окисляя его, что ухудшает качество шва. Порошковое напыление также необходимо для поддержания нормального процесса горения дуги.
Для сварочного инвертора используются электроды UNIO, MR, ANO, OZSC. Качество приобретаемых электродов во многом зависит от транспортировки и условий их хранения. Диаметр желаемого электрода варьируется от 2 до 5 мм. Все зависит от материала и толщины свариваемых деталей.
Пошаговые инструкции для новичков при использовании инвертора
Длина Дуги
Это расстояние, которое образуется между металлом и электродом в процессе сварки. Во время сварки важно выдерживать постоянное правильное расстояние.
Малый зазор
Наличие небольшого промежутка приведет к тому, что металл не успеет дышать При этом шов будет выпуклым и не сплавляется по бокам.
Большой зазор
Наличие большого зазора приведет к скачку дуги, что помешает провайдеру, а значит, раскаленный металл будет нервничать спать.
Требуемый правильный зазор
Обеспечение правильного постоянного расстояния приведет к хорошему провайдеру и образованию отличного шва.
Имея опыт , вы можете правильно контролировать длину дуги , что обеспечит вам оптимальный результат. Дуга образует сварочную ванну, проходя через зазор, расплавляя основной металл.Он также обеспечивает расплавленный металл в ванне.
Правильно сформированные сварные швы и их дефекты
В процессе сварки при резком движении электрода образуется дефектный шов. Линия ванны ниже линии основной металлической поверхности. Если зажженная дуга глубоко и интенсивно проникает в свариваемый металл, она отодвигает ванну и образует шов. Поэтому в процессе необходимо следить за тем, чтобы сварной шов находился на уровне свариваемого металла.
Идеальный сварной шов поможет выполнять зигзагообразные и круговые движения.Выполняя движение по кругу, необходимо следить за швом, равномерно распределяя ванну.
Когда электрод движется в разные стороны Зигзаг , образуется хорошая свинья Это требует контроля за формированием шва. При этом формируем шов сначала с левого края, потом по центру ванны, потом с левой стороны и т. Д. Нужно помнить, что ванна выходит за пределы нагрева.
Резец образуется при отсутствии металла электрода, при полном заполнении ванной комнаты и при движении поперек.Чтобы не образовывалось образование кроя, необходимо соблюдать внешние границы шва, внимательно следить за ванной и при необходимости делать ее более тонкой.
Для управления ванной подайте дуговое напряжение, находящееся на конце стержня электрода. Во время наклона штанги ванна не растягивается, а толкает. Помните, что на вертикали в процессе сварки находится электрод, на который приваривается СО. Он образован менее выпуклым.
Когда вы держите электрод вертикально, ванна прижимается, так как на ней сосредоточено все тепло.В то же время он хорошо расширяется и является привилегированным.
Когда электрод находится под небольшим углом, вся мощность возвращается назад, и шов всплывает (приподнимается). Когда электрод находится под большим углом, сила прилагается вектором шва, что не позволяет управлять горячей ванной.
Если вам нужно отодвинуть ванну назад или получить ровный шов, используются электроды, наклоненные под разными углами. Работа электрода начинается с угла от 45 градусов до 90, так как этот угол позволяет управлять ванной и нормально производить сварку.
Обратная и прямая полярность при сварке инвертором
При обратной полярности происходит тепловложение в продукте. Область плавления неглубокая, но достаточно широкая. Вы можете наблюдать эффект очистки катода Поверхность сварки.
При прямой полярности уменьшается подвод тепла к металлу. Зона плавления глубокая, но в то же время узкая.
Сварочный процесс с инвертором металла
Инвертор хорош для начинающих сварщиков, так как он имеет ряд функций, а именно:
- горячий старт — помогает с начальным образованием сварочной дуги;
- arcForce — для предотвращения прилипания электрода при его приближении к части свариваемой детали.Функция увеличивает сварочный ток;
- Anti-Stick — Предотвращает перегрев устройства отключения напряжения.
Все эти функции включаются автоматически. Во время непредвиденной критической ситуации, которая дает новичкам возможность производить сварочные работы на хорошем уровне.
Для того, чтобы сварной шов на тонком металлическом листе формировался качественно и на свариваемых листах не было прожогов, необходимо следить за тем, чтобы в процессе сварки вы видели шов.
Электрод должен быть меньшего диаметра и максимально приближен к металлу. Затем ждем образования красного пятна, под ним образуется капля металла, которая соединяет между собой мелкие металлические заготовки.
Медленно проводя электрод по поверхности тонких металлических деталей, образуются капли металла, которые объединяют заготовки, образуя сварной шов.
Прочитав нашу статью, вы узнаете, как правильно работать электросварочный инвертор.Надеемся, что процесс сварки покажется вам легким и увлекательным занятием. Перед началом процесса сварки, прочтите инструкции и рекомендации инвертора От завода производителя, чтобы защитить не только сварочный аппарат, но и ваше имущество от поломок.
Для выполнения самых разнообразных задач сам процесс сварки прост и занимает мало времени. Сварочный электрод не требует наличия высококвалифицированного сварщика, но в то же время электросварка имеет определенные нюансы, которые следует учитывать.
Изучение основ сварки начинающим нужно от теории, плавно переходя к практике. Наша статья представляет собой краткую инструкцию по электродуговой сварке для начинающих. Здесь собраны секреты выбора инвертора, его правильная конфигурация, кратко описана технология сварки и ее особенности. Конечно, этой информации недостаточно, чтобы выполнить сварку с нуля и быстро, но наша статья поможет вам разобраться в основах.
Прежде чем мы научимся самостоятельно сваривать металл, необходимо определиться со сварочным оборудованием.Сварочный аппарат выбирают не только по цене и внешнему виду, но и по характеристикам. Мы посвятили этой теме несколько статей:, причем на любой вкус и кошелек. Со сварочным аппаратом, способным удовлетворить ваши рабочие потребности, вы можете легко и быстро обучиться.
Также для освоения сварочного дела понадобится оборудование. Оборудование — это защита сварщика. Защищает от брызг металла, вспышек и ультрафиолетовых лучей. Стандартный набор состоит из маски (рекомендуем с автоматическим затемнением), предварительной подрубки, рабочего костюма (называемого «Роб») и специальных плотных перчаток.В качестве рабочего костюма можно использовать сшитую из грубой плотной ткани одежду, ее хватит на сварку в домашних условиях.
Чтобы научиться работать со сварочным инвертором, вам необходимо знать и выполнять требования безопасности. Несоблюдение правил может привести к ожогам, пожарам и несчастным случаям. Мы подробно писали о технике безопасности, и. Сварочные работы категорически запрещается проводить без наличия поблизости огнетушителя. Особенно, если вы работаете на даче или дома.
Также наденьте все оборудование перед началом работы.Если обжечься без маски, то гарантированно получите ожог позвоночника. И вы об этом даже не узнаете, потому что симптомы начнут проявляться только через некоторое время. Вечером работали без маски буквально пару минут, а утром нельзя открывать веки. При этом даже профессиональные сварщики часто становятся жертвами ожоговых ожогов (мастера называют это «»), но они связаны с большим объемом работы, а не с несоблюдением правил. Так что имейте в наличии глазные капли. .Мы писали об этом.
Ручная сварка для начинающих и другие опасности. Не забывайте, что при сварке металла вас окружают детали, нагретые до очень высоких температур. Не трогайте их до полного остывания, иначе получить ожоги тоже гарантированно.
Далее поговорим о сварочной технике. Пока вы можете увидеть небольшой вводный урок, в нем описывается оборудование и особенности. Обучение сварке и в целом обучение работе с чемоданом для сварки требует от вас максимальной концентрации и соблюдения правил.В противном случае процесс сварки может закончиться плачевно.
Сварочная техника
Как научиться сваривать металл с нуля? Этот вопрос задают всем новичкам. Для начала определим, какие ключевые элементы потребуются для выполнения работы. Это оборудование и, конечно же. Сварочные электроды широко используются, они позволяют быстро и качественно соединять разные металлы.
Для сварочного инвертора используются так называемые плавильные электроды с покрытием (или покрытием).Покрытие выполняет защитную функцию, не пропускает кислород в зону сварки и ухудшает качество шва. Также благодаря покрытию дуги ее легче зажигать и вести, она устойчива и горит равномерно.
Есть много видов покрытий. Покрытие подбирается исходя из металла, который нам нужно приготовить. Самые популярные тренеры — основные и кислые. Покрытые электроды изготавливаются как на постоянном, так и на переменном токе. С помощью кислотных электродов можно легко сварить загрязненный металл (но мы все же рекомендуем подготовить его перед сваркой, о подготовке мы писали).Кислотные электроды принято использовать при сварке не очень ответственных конструкций из низкоуглеродистой стали.
Очень интересны электроды с основным покрытием. При плавлении выделяется покрытие, которое отлично справляется с защитой зоны сварки. Швы получаются очень прочными и долговечными. При этом работать нужно только с постоянным током, задав обратную полярность. Но такие электроды требуют очень тщательной очистки металла перед сваркой, нужно очистить поверхность, удалить все загрязнения и очаги коррозии.Если пренебречь подготовкой металла перед сваркой, то после работы сварочными электродами с основным покрытием на шве будет много и удалить его будет сложно.
Электроды с рутиловым покрытием наиболее популярны. Они универсальны, недорого стоят и позволяют приготовить любой металл. Их можно готовить на постоянном и переменном токе, но всегда читайте упаковку. Ведь некоторые производители выпускают рутиловые электроды для работы только со сменой смены или только с постоянной.
На этом сварочные работы не заканчиваются. Необходимо правильно подобрать размер электрода, а именно его диаметр. Здесь все просто: чем тоньше металл, тем меньше диаметр. Вот простой пример: нам нужно сварить тонкий металлический лист (например,). Для этих целей берем электрод диаметром до 2 миллиметров. То же самое и со всеми другими металлами. Качество шва напрямую зависит от выбора диаметра.
Кстати есть разные.Вы можете увидеть их на картинке ниже.
Нижний шов самый простой. Готовьте, положив предмет горизонтально на ровную поверхность. Рекомендуем начинать обучение с нижнего шва. Похоже на низ, но это уже сложнее, потому что требует от сварщика большей сноровки. Приступайте к горизонтальным швам только после того, как хорошо научитесь делать нижние швы.
Даже сложнее, чем горизонтальный. Электрод необходимо вести сверху вниз и под действием силы притяжения расплавленный металл стремительно стекает вниз.Требуется большой опыт и навыки, чтобы научиться делать вертикальные швы так, чтобы они подходили равномерно. Но самое сложное как раз. Здесь собраны все трудности. Если сварщик без проблем может прокалить потолочный шов, то это настоящий профессионал. Стремитесь к этому, и вы тоже сможете стать настоящим мастером своего дела.
Нас часто спрашивают, как научиться сварке трубопровода или как научиться готовить по-разному? Почему-то многие из этого вызывают затруднения.Это неудивительно: при сварке труб из швов совмещаются, у вас будет уметь готовить и нижний, и вертикальный, и потолочный шов для соединения труб. Единственное, что мы можем посоветовать, — это больше практиковаться. Не надейтесь узнать какой-то уникальный способ, с помощью которого можно легко сварить сложные швы. Только практикуясь, вы улучшите свои навыки.
Теперь поговорим о полярности. В статье мы уже упоминали это слово. Произнесите простые слова: При прямой полярности деталь быстро нагревается, немного расходуется.А с обратной полярностью все наоборот. Читайте подробнее, обязательно прочтите, мы все подробно объясним. Чаще всего используют обратную полярность. Ну, прямая полярность нужна, например, для резки металла.
Первое соединение металла нужно начинать с нижнего шва, так как оно самое простое, как мы уже писали ранее. Для теста можно использовать ненужные металлические детали, которые найдете в гараже. Купить популярные (например электроды МП-3) можно дешевле.Такие электроды позволят новичку быстро зажигать и вести дугу, а шов получится не очень качественным (но это еще не главное). Не покупайте электроды Вони, потому что вы просто не справитесь с ними из-за отсутствия опыта.
Далее нужно научиться зажигать дугу. Есть два способа: метод постукивания (или прикосновения) и метод Чиркании. Нагрейте кончик конфорки и вбейте им детали, затем легко проведите детали. Движения должны быть плавными и уверенными, в меру быстрыми.В противном случае к металлу. Благодаря предварительному прогреву электрода дуга будет не легче, но в будущем стоит научиться зажигать дугу без разогрева.
Метод Чирканного похож на ситуацию, когда вы поджигаете ящик около ящиков. Быстро проведите концом электрода по металлической поверхности без предварительного нагрева. При щебетании электрод уже достаточно прогрет, а при поднятии на металлическую поверхность легко воспламеняется. Начать сварку проще.
Подождите, пока не погаснет дуга. Затем приступаем к сварке. Как только вы поднесете электрод к металлу, вы увидите, как он начинает плавиться и образуется участок с углублением. Она называется сварочной ванной. В сварочной ванне визуально заметны все процессы: выделение защитного газа, образование шлаков и брызг металла. Следите за процессами в сварочной ванне, чтобы понять, как проводить шов.
Швы ведутся плавно, электрод держится на одинаковом расстоянии, не меняя его по ходу.Рекомендуем держать короткую дугу, т.е. смотреть на расстоянии 3 миллиметра от металлической поверхности. Новички могут установить меньшее значение силы тока, чтобы случайно не расплавить металл больше, чем необходимо.
Есть три типа швов. Вы можете увидеть их на картинке ниже. Самый популярный вид — угол вперед (на картинке обозначен буквой «В»). Буква «А» обозначается швом под прямым углом, буква «В» обозначается швом, проведенным под углом назад.В зависимости от выбранного направления различаются готовые швы. Для начала мы рекомендуем располагать электрод под углом вперед.
На этом сварка металла не заканчивается. Шов необходимо правильно подвести и закончить работу. Нельзя резко отрывать электрод от поверхности металла, иначе дуга погаснет и на конце шва останется заметная кратер. Из-за этого может возникнуть дальнейшее разделение соединения. Вместо этого подержите электрод на пару секунд в одном месте, а затем плавно разделите его.
Вместо заключения
Мы рассказали все о том, что вам нужно знать о сварочном шкафу, если вы только собираетесь приобрести свой первый сварочный аппарат. Поверьте, научиться готовить сварку не так уж и сложно, в свободное время можно почитать пособие на сварочный инвертор.
Или учебник для сварщиков, который легко найти в магазинах со специализированной литературой. Также в Интернете есть наглядные уроки сварки для чайников, так что обучение сварке еще никогда не было таким простым.Удачи!
Ручная дуговая сварка с помощью инвертора — это один из самых доступных методов обучения методам сварки металла . Для этого требуется минимум оборудования, а бюджетная сталь стоит очень дешево. Но в то же время инвертор ручной сварки для начинающих сварщиков более сложен по сравнению со сваркой.
Ряд нюансов, незаметных на первый взгляд, играют большую роль в окончательном качестве шва.
Итак, что понадобится начинающему сварщику ?
- Напрямую.Не нужно гнаться за дорогими моделями — цена сварочного аппарата на самом деле намного меньше мастерства сварщика. Но и откровенно дешевые модели — не лучший выбор: отсутствие в них контуров зажигания затруднит первые занятия, а меньшая надежность может привести к быстрому поломке в некомпетентных руках.
Основным параметром инвертора является диапазон регулировки сварочного тока. В принципе, аппарат с максимальным током до 160 А можно использовать и для сварки, и для резки металла, но на этом режиме он будет заметно перегружен.
Продолжительность непрерывной работы инвертора определяется так называемым коэффициентом PV (постоянное переключение), который определяет процентное соотношение работы и охлаждения инвертора. Поскольку при уменьшении тока PV увеличивается, на том же токе более мощный сварочный аппарат сможет дольше работать без перегрева.
Поэтому лучшим выбором для новичка будет сварочный аппарат с максимальным током в 180-200 А. Желательно, чтобы он имел функцию облегчения зажигания или хотя бы максимального напряжения хода — это значительно облегчит разработку. навыка зажигания и вычитания дуги. - Сварочная маска — Основной защитный элемент оборудования сварщика. Он защищает не только от брызг металла и яркого света, но и от неуловимого мощного потока ультрафиолета, создаваемого дугой. Начинающему сварщику лучше всего подойдет автоматическая маска «Хамелеон» с регулируемой штриховкой.
- Скалы и ограждения из тента Защищают кузов от брызг металла. Если халат в какой-то мере может заменить плотную хлопчатобумажную одежду, то необходимо использовать краги.
Необходимо четко усвоить правила техники безопасности. Удалите в зоне сварки все легковоспламеняющиеся или способные к действию предметы : капли раскаленного металла часто вылетают далеко и могут привести к возгоранию. Неудивительно, что правила техники безопасности требуют остановок сварочных работ в час до конца рабочего дня. Для определения начального расстояния. Купите и храните доступный огнетушитель с двуокисью углерода.
Дуги Разджига начинаются сразу после надевания маски.Даже кратковременная вспышка может вызвать сильный ожог позвоночника, особенно при сварке нержавеющей стали. Обратной стороной ожога сетчатки является то, что его симптомы проявляются через некоторое время. Например, используя инвертор вечером, можно утром проснуться с вялыми веками и сильным жгучим глазом слизистой глаза, открыть который станет очень сложно. В этом случае народное средство — фасовщики заваренного чая наносят на глаза. От ожога («хватай зайчиков») не застрахован и профессиональный сварщик, поэтому есть капли глазных капель.
Не забывайте, что при сварке металла используются чрезвычайно высокие температуры . Прикасаться к шву можно только после его полного остывания — ожог можно получить даже через краги.
Предлагаем посмотреть видеоурок по сварке для начинающих, необходимое оборудование и все нюансы
На даче, в гараже или собственном доме всегда есть необходимость сделать любой ремонт. Важным значением для этого является наличие соответствующего оборудования.Одно из таких устройств — сварочный инвертор. С его помощью выполняются любые работы по сварке металлов, а также их резке. Это позволяет обойтись без привлечения дорогостоящих специалистов при необходимости выполнения небольших объемов работ, а как правильно сделать инверторную сварку, рассмотрим далее.
Сварочный инвертор для начинающих становится трудным, если не получить теоретическую подготовку и начальную практику. Инверторное сварочное оборудование вполне доступно по цене, имеет разные классы как для новичков, так и для любителей и позволяет выполнять трудоемкие процессы профессиональными сварщиками.Сама процедура инверторной сварки несколько сложнее, чем работа на обычном электросварочном аппарате, но она также доступна даже начинающим электросварщикам.
Принцип работы сварочного инвертора
Инверторное устройство получило свое название благодаря принципу действия. На корпусе устройства есть выключатель питания, индикаторы напряжения питания и перегрева, специальные разъемы для подключения кабелей, регулировки плавного или пошагового переключения тока.Все модели оснащены ручками для удобства переноски. Кроме того, некоторые экземпляры снабжены дополнительными индикаторами сварочного электричества. Чтобы познакомиться с устройством, а также поработать, смотрите соответствующие видеоуроки по выполнению инверторной сварки для начинающих.
В инверторном аппарате электрод переменного напряжения 220 В преобразуется в постоянное, после чего сглаживается специальным электростилитером.
После этого в блоке, расположенном внутри устройства, преобразование постоянного тока преобразуется в высокочастотную переменную.Снижается до необходимого значения напряжения для возможности получения электросварочной силы тока в 120-200 А.
Для такого двойного преобразования необходимы небольшие по габаритам трансформаторы, что позволяет значительно снизить массу устройства. Эта техника имеет высокий КПД (около 90%), а также значительно экономит электроэнергию. Для питания используется домашняя электросеть напряжением 220 В или промышленная 380 В для использования на производстве. Профессиональные экземпляры работают в нескольких режимах и рассчитаны на длительную работу без перерыва.
Принцип работы инвертора
Работа на электросварочном аппарате этого типа проводится по аналогии с обычным аппаратом. Перед тем, как приготовить инвертор, нужно подробно изучить технологию работы. Плавление металла происходит под действием горячей электрической дуги. Он образуется между свариваемым металлическим изделием и электродом. Для этого они подключаются кабелями к клеммам «+» и «-» на инверторном устройстве. Научиться самостоятельно пользоваться домашним электросварочным оборудованием инверторного типа совсем не сложно, хотя как правильно сварить металлический инвертор для новичков часто становится проблемой.
Требуемый сварочный ток устанавливается на аппарате специальным регулятором. Его величина зависит от толщины свариваемого изделия и его материала. Текущее значение контролируется стрелкой или электронным дисплеем на электросварочном аппарате. Зажигание дуги осуществляется при поднесении электрода к свариваемой детали под небольшим углом. Активация происходит при прикосновении к металлической поверхности.
После появления сварочной дуги стержень располагается на небольшом расстоянии от детали, равном ее диаметру, и производится сварка металла.По окончании процесса окалину, а также шлак с поверхности шва удаляют ударным молотком или другим металлическим предметом. Лучше разобраться в процессе поможет видео, где довольно подробно представлен сварочный инвертор.
Подготовка к работе (рабочее место, электроды, оборудование)
Перед тем, как начать процесс электросварки, необходимо правильно подготовить рабочее место и необходимую оснастку. Готовить можно на специальном металлическом сварочном столе или на небольшой свободной площадке.Заранее подготовлены хомуты и приспособления для надежной фиксации соединяемых деталей.
Рабочая площадка оборудована хорошим освещением и вентиляцией. Он свободен от посторонних предметов, а также жидкостей, которые могут воспламениться от случайного попадания искры. Сварщик должен работать на специальном деревянном настиле, который является защитной мерой от возможного поражения электрическим током.
Электрод следует подбирать по типу свариваемого металла, а также по его толщине.
От этого правильного выбора и настройки устройства зависит качество электросварки.Профессиональные сварщики учитывают положение самого шва (горизонтальное или вертикальное), его глубину и другие параметры. Под каждую марку металла выпускается свой тип электрода. Они различаются по своему составу и назначению. Чтобы приготовить сталь, нержавеющую сталь, чугун или обычное стальное изделие, необходимо правильно подобрать тип электродов. Существующие типы и типы могут быть.
Для инверторной электросварки используются Woni, Ano, MR, OGSC диаметром от 2 до 5 мм. Качество используемых электродов влияет на условия их хранения и транспортировки.Подготовительный процесс, а также сама сварка для новичков показан на видео с инвертором в качестве электросварочного оборудования.
Рабочий инвертор
Для того, чтобы ознакомиться с основами использования инверторной электросварки, необходимо понимать физическую сущность образования соединительного шва. Для варки металлических изделий используются электроды. Они состоят из металлической сердцевины и специального покрытия — покрытия. Этот состав используется для закрытия зоны сварки от кислорода.
Когда электродный сердечник имеет металлическую поверхность, электрическая дуга возникает с металлической поверхностью. Под термическим воздействием покрытие начинает плавиться и покрывать свариваемый участок. При этом его часть испаряется, превращаясь в газы. Расплавленное в процессе работы покрытие сверху покрывается жидким металлом, который создает еще один защитный слой от воздействия кислорода. По окончании охлаждения образовавшийся шлак на месте сварки необходимо удалить.
Разджиг Дуги
Возбуждение электрической дуги начинается только после надевания специальной защитной маски.Это необходимо для защиты сетчатки от возможного ожога. Болевые симптомы появляются через некоторое время и сопровождаются жжением, а также другими неприятными ощущениями. Если вы планируете работать со сварочным аппаратом, то вам необходимо знать.
Росге выполняется одним из двух методов: Чирканим и Тач. Выполнение стрекочущих движений по поверхности провоцирует зажигание дуги.
Чиркаге проводится непосредственно на месте соединения металлов или вблизи него. После этого движения стержень электрода поднимается над поверхностью на необходимое расстояние для удержания дуги.При прикосновении постукивание по участку металла в начале будущего шва до появления электрической дуги.
Перемещение электрода
После зажигания сварочной дуги проводится тренировка движения. По пластине из металла проводится меловая линия, имитирующая стык. После зажигания дуги металл начинает плавиться и появляется пленка расплавленного шлака. Эта площадка называется сварочной ванной. Именно ее начинает учить двигаться начинающий электросварщик.Для движения стержень электрода наклоняется под углом примерно 45-50 °. Это значение условное и влияет на ширину ванны.
Ремонт электросварного шва осуществляется тремя способами:
- под прямым углом;
- задний;
- вперед.
Угол
Угол
Прямое угловое перемещение применяется при электросварке в труднодоступных местах. Получается симметричная ванна, что не слишком удобно. Заваривание под углом к спине дает возможность лучше наблюдать за процессом и контролировать качество.Этот метод используется для нижних швов, а также при выполнении тейпов. Использование сварочного угла вперед позволяет получить хорошую глубину ванны в самом начале шва. При этом видно, как дуга сдавливает металл и не дает ему покинуть ванну.
Наложение широкого шва требует выполнения циклических движений. Перемещение стержня электрода осуществляется одним из нескольких способов, представленных на рисунке.
Учтите, что заваривать широкие швы нужно с постоянным уклоном.В этом случае перемещается не кончик электрододержателя, а весь электрод.
Контроль перерыва дуги
Одним из важнейших факторов, влияющих на качество электросварочных работ, является дуговой разрядник. При его небольшой величине (до 2 мм) получается укороченная дуга. Не греет место подключения, из-за чего образуется мелководная провинция. При расстоянии более 3 мм длина электрической дуги увеличивается. Он становится нестабильным и не выдерживает требуемого направления плавления.Кроме того, защитный слой не полностью покрывает плавильную ванну, и разбрызгивание расплавленного металла увеличивается.
Для начинающего электросварщика есть незыблемое правило — дуговый зазор 2-3 мм. При использовании инверторных моделей с соответствующими функциями для облегчения процесса электросварки отпадает необходимость выдерживать такое расстояние. В этом случае требуется только удерживать электрод на металлической поверхности.
Правила создания гладких швов
На качество сварного соединения влияет исправление шва.Это зависит от правильности выбранного электрода, угла его наклона, а также длины дуги. Оптимальное расстояние от металлической поверхности до кончика стержня — 2-3 мм. При меньшей длине шва он получается слишком выпуклым из-за небольшой площади прогрева. Это значительно снижает прочность сварного соединения. Большой дуговой промежуток заставляет его прыгать и недостаточно нагревать место сварки. Полученная порция компаунда будет ненадежной, а сварной шов размазывается.
Полярность и установка сварочного тока
Подключение электрода к положительному выводу называется прямым, а к отрицательному — обратным. Оба метода сварки используются для соединения металлических изделий, правда, разной толщины. Металлы до 3 мм лучше сваривать обратным способом, а толстые — прямым. Однако такой подход не является непреложным правилом, в результате которого сварщик может использоваться при любом подключении. В целом, понять, как работает инвертор, несложно, ознакомившись с основными правилами и сутью процедуры сварки.
Физика заключается в перемещении электродов от отрицательного элемента к положительному. В то же время они передают поверхностную энергию, повышая ее температуру. Это значит, что предмет, подключенный к плюсовому выводу электросварки, нагревается сильнее. Этот процесс актуален при сварке изделий значительной толщины. Это позволяет им хорошо утеплить и получить качественные швы. При работе с тонким металлом не требуется сильного нагрева металлических изделий, поэтому они подключаются к отрицательному контакту инвертора, а электрод — к положительному.
Величина сварочного тока выбирается исходя из толщины и типа свариваемого изделия. Если при изначально установленном значении получаются несвязные шовные полоски, необходимо увеличить величину электрического потока. При сложности перемещения ванны с расплавленным металлом значение тока на станке следует снижать. От выбранного для электросварки электрода, а также от типа инверторного устройства напрямую зависит процесс электросварки.Для облегчения выбора текущего кода воспользуйтесь таблицей.
Безопасность на работе
Перед началом процесса электросварки следует позаботиться о безопасности. Для этого подбирается защитное снаряжение, состоящее из перчаток на толстой негорючей основе, сварочной маски, спецодежды, защищающей от искр, и соответствующей обуви. Специальные очки на маске должны защищать глаза от электрической дуги разного тока. Удобный вариант — использование «хамелеонов», которые автоматически настраиваются на мощность дуги.
Не забывайте об опасности поражения электрическим током и мерах пожаротушения. Ознакомление с процессом работы при инверторной сварке следует начинать с изучения правил техники безопасности при выполнении электросварочных работ. Кабели должны иметь полную изоляцию, все электрические соединения и соединения закрытого исполнения. На полу поставьте деревянную сушильную подставку и используйте электросеть с защитными устройствами. Огнетушитель, песок и вода всегда помогут погасить возникающее случайное пламя.Всегда помните, что от соблюдения мер безопасности зависит не только целостность оборудования, но и здоровье и жизнь электросварщика.
Сварка: снижение рисков при сварке
Если сварка является частью вашей рабочей деятельности, вы должны провести оценку рисков, чтобы определить, какие меры необходимы для контроля рисков, связанных с воздействием сварочного дыма.
- Обычные сварщики будут выполнять сварку большую часть своей смены и выполнять различные виды сварки и другие сопутствующие операции в один и тот же день, в зависимости от требований их работы.Воздействие сварочного дыма на них будет регулярным, длительным или интенсивным. Им потребуется адекватный контроль, чтобы защитить их от риска развития профессиональных заболеваний легких.
- Сварщики будут выполнять сварку нечасто, если это не связано с их основной производственной операцией. Инженерные средства контроля дыма обычно не требуются для периодической сварки, выполняемой реже одного раза в неделю и продолжительностью менее 1 часа.В таких ситуациях убедитесь, что имеются средства защиты органов дыхания (СИЗ) и хорошая общая вентиляция для контроля воздействия сварочного дыма. Но вы также должны позаботиться о защите окружающих и убедиться, что общая вентиляция эффективна для удаления и рассеивания сварочного дыма.
- Например, автомеханик, носящий RPE с хорошей общей вентиляцией на рабочем месте, время от времени выполняющий короткие сварочные работы на автомобиле со сломанным опорным кронштейном выхлопной системы, будет соответствовать минимальным требованиям.
Без средств контроля рабочие будут подвергаться воздействию сварочного дыма. В этом видео показаны типичные выбросы дыма, возникающие при сварке MIG.
Ваша оценка должна учитывать такие факторы, как:
- процесс сварки, объем работ и уровень образовавшегося дыма
- размер свариваемой детали
- свариваемый металл (низкоуглеродистая сталь, нержавейка и др.)
- Расходные материалы, используемые в процессе сварки
При снижении воздействия любого опасного вещества принципы контроля основываются на приоритетном подходе.По возможности следует рассмотреть возможность отказа от сварки, используя методы холодного соединения с:
- крепежные детали механические (болты, заклепки и т. Д.), Или
- клеи (такие технологии постоянно развиваются)
Если вы не можете исключить сварку, рассмотрите:
- сокращение объема сварки
- с использованием расходных материалов, которые выделяют меньше дыма
- с использованием процесса сварки, который производит меньше дыма
- убедитесь, что металл был должным образом очищен и подготовлен
- автоматизация или механизация процесса или работы
- с использованием других технических средств управления, таких как LEV
LEV для наиболее распространенных видов ручной сварки
Самый эффективный способ уменьшить сварочный дым — улавливать его у источника, защищая сварщика и предотвращая распространение дыма.
Для адекватного контроля воздействия сварочного дыма по возможности следует использовать подходящий LEV. Они могут различаться в зависимости от сварочной деятельности.
Извлечение на горелке
Извлечение на горелке может быть очень эффективным для сварки MIG, и вам следует оценить, подходит ли он для вашей задачи. Современные, сделанные на заказ, высокоэффективные сварочные пистолеты со встроенным вытяжным устройством на горелке могут обеспечить действительно хороший контроль.
Скамейки выдвижные
Вытяжные столы — хороший выбор для средних и небольших сварочных работ, которые можно перенести на верстак.При сварке более крупных изделий могут быть подходящими вытяжные кабины, достаточно большие, чтобы вмещать заготовку, установленную на поворотном столе, чтобы дым отводился к вытяжке в задней части кабины. На этом видео показана извлеченная скамья.
Передвижной LEV
Подвижные блоки LEV с кожухами с поворотным рычагом требуют, чтобы рабочие правильно устанавливали кожухи и перемещали кожух во время работы. Для некоторых задач требуются специальные вытяжки.
Видео выше показывают, как выглядит хороший контроль, когда для контроля экспозиции используется LEV.Инструмент выбора BOHS поможет вам выбрать подходящий уровень LEV для вашего рабочего места.
Когда LEV разряжается в рабочей зоне, удаляемый воздух необходимо фильтровать, чтобы уменьшить твердые частицы до незначительной концентрации.
Вытяжной воздух, выходящий за пределы рабочей зоны, должен покидать здание на достаточно высоком уровне, чтобы обеспечить его рассеивание. Также может применяться экологическое законодательство.
Публикация HSE «Контроль переносимых по воздуху загрязняющих веществ на рабочем месте» дает руководство по планированию, проектированию, вводу в эксплуатацию и испытанию эффективных УЭУ.
Информационный бюллетень COSHH по основам WL3 «Контроль сварочного дыма» дает больше рекомендаций.
Средства защиты органов дыхания (СИЗ)
Если вы не можете добиться адекватного контроля с помощью одного только LEV, или обеспечить LEV практически невозможно, вы должны предоставить своим работникам подходящие средства защиты органов дыхания (RPE). Также учитывайте любых других рабочих, подвергающихся воздействию сварочного дыма, принимая во внимание уровень общей вентиляции и исключая незащищенных людей в местах проведения сварочных работ.
На этой фотографии показано, что, хотя сварщик работает в зоне захвата, остается остаточный риск в виде неуловленных твердых частиц, и поэтому потребуются дополнительные СИЗ.
Невозможно положиться на LEV для эффективного улавливания сварочного дыма при работе на открытом воздухе. Таким образом, для любой сварки на открытом воздухе вы должны предоставить подходящие СИЗ и учитывать защиту окружающих.
Респиратор с приводом или респиратор с подачей воздуха, который сочетает в себе защиту органов дыхания, глаз и лица с APF не менее 20, является лучшим вариантом для сварщиков.В противном случае, если используется плотно прилегающий RPE, носить его может быть неудобно, что приведет к ослаблению или снятию RPE рабочими.
Для работы, продолжительность которой не должна превышать одного часа, может быть достаточно плотно прилегающей одноразовой маски FFP3 или многоразовой полумаски с фильтром P3 для защиты от твердых частиц, если пользователь чисто выбрит, но эти фильтры для твердых частиц не защитят рабочих. от сварочных газов, содержащихся в дыме.
RPE должен подходить каждому владельцу. Испытания на посадку устройств с плотно прилегающими торцевыми уплотнениями гарантируют, что выбранное оборудование подходит для каждого рабочего.
У вас должна быть программа управления СИЗ, которая включает:
- подходящее испытание на посадку
- запас запчастей, например аккумуляторы и фильтры
- чистое хранение СИЗ, когда они не используются
- совместимость с другими средствами индивидуальной защиты (СИЗ), которые вы предоставили для данной задачи, например, сварочный козырек
Публикация HSE по защите органов дыхания на работе дает больше указаний.
Прочие рабочие в области
Рабочие, работающие с автоматизированными или механизированными сварочными аппаратами, или другие работники поблизости, вряд ли будут нуждаться в СЗЗ, если:
- эффективная общая вентиляция обеспечивает быстрое удаление дыма и сквозную тягу для рассеивания и удаления дыма, образующегося при сварке. В большинстве сварочных цехов потребуется механическая общая вентиляция, поскольку естественной вентиляции через открытые двери и окна недостаточно для рассеивания дыма, образующегося при выполнении работ
- они могут видеть образующиеся пары, но работают достаточно далеко, чтобы не находиться рядом с источниками дыма, и в воздухе не остается дымки
Может оказаться невозможным иметь систему LEV в роботизированных ячейках, способную улавливать весь дым.Таким образом, расстояние, на котором могут работать операторы, становится одним из основных факторов при принятии решения о необходимости общей механической вентиляции. В механической общей вентиляции используются вентиляторы, установленные на потолке или высоко на стене, для вытяжки воздуха из комнаты и всасывания чистого воздуха для рассеивания переносимых по воздуху загрязняющих веществ.
Точечная контактная сварка
При контактной точечной сварке образуется гораздо меньше дыма, чем при других сварочных процессах, например, при сварке MIG. Хорошей общей вентиляции обычно достаточно для удаления сварочного дыма в процессе точечной сварки сопротивлением низкой интенсивности, когда сварка производится на чистом металле без покрытия.Защита глаз необходима для защиты от брызг. Лист WL3 COSHH Essentials дает больше советов по контролю дыма.
Предотвращение образования дуги с помощью сварочных завес
Назначение сварочной завесы или экрана — защита прохожих и ближайших рабочих от света сварочной дуги.
Огнестойкие тяжелые брезентовые экраны очень распространены, но многие люди предпочитают видеть, не сваривает ли кто-то внутри. Это означает, что многие экраны сделаны из «полупрозрачного» пластика.Эти полупрозрачные экраны позволяют вам видеть достаточно, чтобы знать, что кто-то занимается сваркой, но материал отфильтровывает вредные части света. Если нет необходимости видеть сварщика или для защиты между сварочными площадками, следует использовать более темные или непрозрачные экраны и занавески.
Сварочные завесы и экраны должны соответствовать британскому стандарту BS EN ISO 25980 или, по крайней мере, обеспечивать такой же уровень защиты, как этот стандарт. Некоторые поставщики сварочного оборудования могут называть это EN ISO 25980.
Стандарт не определяет какой-либо конкретный цвет, он просто требует, чтобы занавес достиг определенного уровня характеристик. Это означает, что подходящие шторы могут быть разных цветов и уровней «темноты». Авторитетный поставщик должен быть в состоянии подтвердить, соответствует ли занавес британскому стандарту. На данный момент HSE не известно о каких-либо прозрачных сварочных завесах, соответствующих стандарту BS EN ISO 25980.
Средства индивидуальной защиты (СИЗ)
Избегайте воздействия прямого и отраженного ультрафиолетового (УФ) света и инфракрасных лучей, надев защитную одежду и используя сварочные экраны.По возможности используйте покрытие темного цвета, чтобы уменьшить блики.
Для защиты от брызг при сварке надевайте соответствующую одежду, закрывающую руки и ноги, и используйте подходящие перчатки. Надевайте защитные очки при скалывании шлака или при очистке сварных швов проволочной щеткой во время подготовки или окончания работы.
Специальные средства защиты глаз, включая фильтры для сварщиков (для предотвращения образования дуги), должны соответствовать соответствующим британским и европейским стандартам. Существуют стандарты, касающиеся ударопрочности, сварочных фильтров с автоматическим затемнением и фиксированных фильтров.Авторитетные поставщики сварочного оборудования помогут сделать правильный выбор.
.
Leave a Comment