Как согнуть профиль: Как согнуть профильную трубу в домашних условиях без трубогиба: 12 способов + видео
Содержание
Как согнуть профильную трубу для теплицы: простейшие способы
Тепличный каркас с квадратным или прямоугольным сечением привлекает надежностью и сроками службы. Весьма прочная металлоконструкция пропускает максимум света, потому что ее стойки, опоры, стяжки гораздо тоньше, чем у деревянных соперников. Уступает металл в технологичности. Без знания нюансов трудно из прямой заготовки сделать арочную дугу или раму для двери. Из-за указанных осложнений с металлической основой совершенно напрасно предпочитают покупать «зеленые домики». Однако если хорошенько разобраться в том, как согнуть профильную трубу для теплицы, можно с незначительными затратами собственноручно соорудить недорогую арочную конструкцию.
Суть и проблемы гибки профильного трубопроката
Гибка металлических изделий независимо от формы сечения заключается в придании им частичной или полной плавно-изогнутой конфигурации. Одна из распространенных слесарных процедур производится либо только под давлением, либо под давлением в сочетании с нагревом изгибаемого участка. В это время на обрабатываемую часть полой металлической заготовки одновременно действуют силы сжатия с внутренней стороны заготовки и силы растяжения вдоль внешней стенки. Осложнения состоят в том, что:
В это время на обрабатываемую часть полой металлической заготовки одновременно действуют силы сжатия с внутренней стороны заготовки и силы растяжения вдоль внешней стенки. Осложнения состоят в том, что:
- материал в процессе изменения формы может утратить соосность сегментов, т.е. части изогнутой заготовки не будут располагаться в единой плоскости;
- растягиваемая наружная стенка на участке сгибания может не выдержать воздействия и банально лопнуть;
- сжимаемая внутренняя стенка может вместо равномерного сокращения сложиться складками, напоминающими гофру.
Без знания тонкостей сгибания профиля есть риск просто смять изделие, испортив заготовку. Но безрассудство не наш путь! Тем более, если оно сопровождается материальными потерями. Во славу рациональной экономии будем учитывать все капризы профиля и характеристики «железного» материала. Не забудем про размеры сечения, толщину стенок профильной трубы, требующийся радиус изгиба и упругость стального сплава. Ориентируясь на указанные параметры, выберем правильный технологический путь – он же способ гибки.
Ориентируясь на указанные параметры, выберем правильный технологический путь – он же способ гибки.
Зачем нужно знать характеристики профиля?
Профильный трубопрокат от стандартного круглого варианта отличается формой сечения, которая может быть квадратной, овальной, прямоугольной или плоскоовальной. Согласно регламенту ГОСТа Р за номером 54157-2010 круглое изделие также входит в перечень профильной продукции. Однако в тепличном строительстве чаще всего применяют изделия с квадратным и прямоугольным сечением, например, профильные трубы 40х20 мм, потому что к их ровным плоским стенкам проще прикрепить покрытие.
Для разнообразных народнохозяйственных нужд продукцию выпускают в широком диапазоне размеров. Различается она по конфигурации и площади сечения и, естественно, по толщине стенок. Совокупность размеров определяет пластические возможности. На профессиональном языке они называются минимально допустимым радиусом закругления. Значит, прежде чем узнать, как сделать заготовку для каркаса, нужно выяснить, какой наименьший радиус плоской округлой деформации заготовка сможет «пережить» без повреждений.
Для определения минимально допустимого радиуса сгиба квадратного или прямоугольного профиля нам нужна высота h, потому что:
- изделия с высотой профиля до 20 мм согнутся без перехода в разряд непригодного брака, если гибка будет произведена на участке длиной 2,5×h и более;
- трубопрокат с высотой профиля свыше 20 мм без потерь выдержит деформацию на участке длиной 3,5×h и более.
Обозначенные лимиты необходимы тем, кто задумал делать стеллажи, полочки и рамы для форточек или двери. Свои корректировки в область ограничений вносит и толщина стенок. Широкие трубы с тонкими стенками толщиной до 2мм вообще не рекомендуют гнуть. Лучше воспользоваться сваркой.
Домашним мастерам, решившим делать дуги для арочной теплицы, нужно учесть, что применяемые в быту изделия из обычных углеродистых или низколегированных стальных сплавов после приложения к ним усилий имеют свойство слегка «пружинить». Они как бы пытаются вернуться в прежнее состояние. Следовательно, после того как начинающий слесарь своими руками завершит гибку всех дуг, ему придется повторить обработку и вновь подогнать арки по шаблону. Желательно изначально учесть значение пластического момента сопротивления Wp. Его обычно указывают в документах продаваемого стройматериала. Чем данный момент меньше, тем меньше возни будет с подгонкой.
Желательно изначально учесть значение пластического момента сопротивления Wp. Его обычно указывают в документах продаваемого стройматериала. Чем данный момент меньше, тем меньше возни будет с подгонкой.
Способы гибки и их особенности
Сгибают профильный трубопрокат как в холодном, так и в горячем состоянии. Нагрев газовой горелкой ощутимо увеличит пластичность. Однако материал небольшого сечения превосходно гнется и без лишнего температурного воздействия, потому что тонкие трубы достаточно пластичны и легче поддаются приложенному к ним усилию.
Точных указаний по поводу применения нагрева для сгибания нет. Нормативами обозначены только размеры круглого проката, согласно чему воздействовать пламенем на обрабатываемый участок нужно при Ø 100мм и более. С квадратными и прямоугольными формами все происходит несколько иначе. На основании опыта народных умельцев:
- при высоте профиля до 10 мм заготовки однозначно гнут холодным способом;
- при высоте профиля 40 мм и более трубы гнут с нагревом.


Как проще и легче в домашних условиях согнуть профиль с высотой в интервале от 10 до 40мм, исполнителю придется решать самостоятельно. Если в арсенале мастера имеется профилегиб, с его помощью можно создать арочное закругление без нагрева. Нет аппарата, лучше заранее опробовать свои силы. Для этого нужно зажать один конец материала в тисках. На второй конец надеть трубу размером побольше, чем высота профиля, и потянуть за увеличенное подобным образом «плечо». Если получилось, нагревать металлические изделия нет смысла.
Вариант #1 – гибка с нагревом
Не поддающийся материал будем деформировать горячим методом, предварительно заполнив его песком. Так и качество обработки повысится, и равномерность сгиба обеспечится. Запасемся для работы «по горячему» брезентовыми рукавицами и приступим:
- из обрезков бруса или поленьев сделаем две пирамидальные заглушки, длина которых должна быть в 10 раз больше ширины основания. Площадь основания каждой самодельной пробки должна быть почти в 2 раза больше квадратного либо прямоугольного отверстия, которое ей предстоит затыкать;
- примерим, как «сядут» заглушки, затем на одной из них выберем с четырех сторон продольные пазы. Они нужны для выхода газа, который скопится при нагреве наполнителя;
- предварительно отжигаем заготовку на участке будущего сгиба;
- приготовим наполнитель. В качестве него возьмем чистый строительный песок средней зернистости. За неимением сыпучего стройматериала воспользуемся песком из детской песочницы. Его просеем сначала через сито с ячейками 2 или 2,5мм, чтобы убрать из набивки гравий и кумушки. Крупные включения на поверхности труб могут сформировать ненужный рельеф. Затем просеянную массу снова «пропустим», но уже через мелкое сито с ячейками 0,7мм, чтобы пылеватые частицы не спеклись при нагревании. Весь отсев, как и наполнитель по завершении действий, вернем в песочницу;
- прокалим наполнитель при температуре 150ºС;
- забьем один конец деревянной пробкой, на которой нет каналов для отвода газов. Во второй конец установим воронку. В зависимости от размера установим заготовку под углом или перпендикулярно земле. Через воронку порционно будем насыпать наполнитель. Периодически постукиваем по стенкам изделия снизу-вверх деревянной или резиновой киянкой, чтобы песок уплотнился. Сигналом о достаточном уплотнении будет глухой звук;
- закроем заполненную заготовку второй пробкой;
- отметим мелом на заготовке участок нагрева;
- закрепим заготовку либо в тисках с шаблоном, либо в зажиме. Материал со сварным швом устанавливаем так, чтобы место сварного соединения оказалось сбоку. Вдоль шва нежелательно растягивать или сжимать;
- раскалим отмеченный участок докрасна, и аккуратно придадим заготовке необходимую форму. Сгибаем в один прием поступательным нерезким движением в строго горизонтальной или вертикальной плоскости;
- после остывания сравним результат с шаблоном. Если все в порядке, выбиваем либо выжигаем пробки и высыпаем песок.
 Они нужны для выхода газа, который скопится при нагреве наполнителя;
Они нужны для выхода газа, который скопится при нагреве наполнителя; Периодически постукиваем по стенкам изделия снизу-вверх деревянной или резиновой киянкой, чтобы песок уплотнился. Сигналом о достаточном уплотнении будет глухой звук;
Периодически постукиваем по стенкам изделия снизу-вверх деревянной или резиновой киянкой, чтобы песок уплотнился. Сигналом о достаточном уплотнении будет глухой звук;Описанная метода хороша для формирования единичных угловых сгибов, т.к. нагревать трубы несколько раз настойчиво не рекомендуют. Металл от многократного температурного шока теряет прочность. Однако при создании округлой арки многократный нагрев неизбежен. Ведь сделать работу в один прием нереально, а охлажденная до светло-вишневого оттенка, т.е. до 800ºС, заготовка может просто разорваться.
Однако при создании округлой арки многократный нагрев неизбежен. Ведь сделать работу в один прием нереально, а охлажденная до светло-вишневого оттенка, т.е. до 800ºС, заготовка может просто разорваться.
Вариант #2 – холодный метод
Пластическую деформацию профильного проката « по холодному» производят, как с наполнителем, так и без его применения. Материал с высотой профиля до 10 мм не требует заполнения. Более толстую трубу лучше заполнить песком или канифолью. Альтернативой песчаному наполнителю послужит пружина плотной навивки, размеры которой позволят плотно установить ее в полость на участке обработки. Пружинящая прокладка будет препятствовать резкому изменению сечения профиля в местах сгиба.
Гнуть «по холодному» в домашних условиях можно:
- вручную с использованием простейших приспособлений типа гибочных плит, тисков и оправки;
- с применением мобильного профилегиба – усовершенствованного аналога ручного трубогиба. Профилегиб отличается от устройства для сгибания круглых труб только формой выемки рабочего ролика;
- путем прокатки на самодельном или фабричном профилегибочном станке, который можно смастерить своими руками или приобрести в готовом виде.

Технические средства механизации гибки разумней и выгодней взять в аренду, если они нужны для разового строительства теплицы. Если в перспективе сооружение зеленых домиков для родственников и соседей или возведение красивой металлической ограды, к примеру, есть резон обзавестись собственной гибочной установкой.
Гибочные приспособления и машины
В семействе устройств и агрегатов для гибки есть представители разной степени технической сложности. Для начала рассмотрим средства для тех, кто озадачен вопросом, как и с помощью чего можно согнуть профильную трубу без применения специального оборудования. Затем перейдем к самодельным прокатным установкам.
Варианты простейших приспособлений
Использование элементарных «помощников» для холодной деформации регламентируют размеры материала:
- тонкий трубопрокат с высотой профиля до 10мм гнут с помощью горизонтальной плиты с отверстиями. В отверстия жестко установлены металлические штыри, играющие роль упоров. Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;
- трубы с высотой профиля до 25мм гнут с помощью роликовых устройств, работающих по принципу станка Вольнова. Металлическая заготовка прочно закрепляется в тисках, а к обрабатываемой части прикладывается физическое усилие через ролик. Гибка производится качественней и равномерней, чем в предыдущем случае. Но от исполнителя по аналогии потребуются недюжинные усилия.
 Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;
Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;Для формирования изгиба с большим радиусом кривизны, типа дуг для арочного каркаса, применяются неподвижные округлые шаблоны с хомутиками для фиксации заготовки. Относятся данные приспособления к разряду плоскопараллельных пластин. Заготовка с усилием «укладывают» в паз, размеры которого равны размерам трубы. Сгибаемая вручную с помощью оправки труба принимает форму заданного контура.
Модернизированная гибочная плита
Если домашний слесарь не обделен физической силой, для собственных нужд ему пригодится простейший инструмент для довольно трудоемкой деформации профильной трубы. Его можно выполнить в виде панели, прикрепляемой струбцинами к рабочему столу или к верстаку. В приведенном на фото случае гибочная пластина приварена к металлическому постаменту, а вот он-то прикручен четырьмя болтами к бетонному полу мастерской. Чтобы убрать приспособление по завершению работы достаточно будет вывернуть болты. Никаких крепежных штырей после демонтажа не остается и не возвышается над поверхностью пола, значит, ничего не будет мешать передвижению и создавать травмирующих угроз.
Принцип изготовления рабочей плоскости предельно прост:
- Гибочной плитой служит панель, вырезанная из толстого листового железа.
- Панель приварена к профильной трубе, устанавливаемой по телескопическим правилам в стойку пьедестала.
- В рабочей плоскости просверлено два отверстия под болты, являющиеся упорами.
- Радиус гибки регулируется с помощью установки на один из болтов насадок подходящего размера.
- С целью сохранения соосности отрезков, прилегающих к сгибу, над заготовкой устанавливается металлическая пластина, фиксируемая болтами.

Постамент многофункционален. У его владельца есть возможность использовать его в качестве миниатюрного верстака для выполнения внушительного количества слесарных операций.
Оправка для сгибания профильной трубы
Метод подходит для изделий с высотой стенки до 25мм. Мастеру потребуется большой по площади верстак и значительное по объему свободное пространство вокруг рабочей зоны. Один край верстака перфорируется часто расположенными отверстиями для крепежа оправки и для выбора оптимального положения детали, фиксирующей трубу. Шаблон для предстоящей пластичной деформации вырезается из толстой фанеры. Правда, фанерная оправка пригодна лишь для разовых гибочных процедур. Если работ по сгибанию предстоит проделать немало, оправки лучше сварить из стального уголка.
Использование ручного профилегиба
Значительные объемы работ по деформации нуждаются в механизации. Массовое изготовление изогнутых деталей отнимет у исполнителя слишком много здоровья. Чтобы облегчить гибку, желательно сделать станок по чертежу. Применяют их в основном для работ с заготовками крупного размера. Основными рабочими органами ручного агрегата являются три валка, два из которых закреплены неподвижно. Изменение положения третьего подвижного валка определяет угол сгибания.
Если вышеописанные способы не приемлемы, то у будущего владельца теплицы есть два выхода – аренда ручной установки или заказ изготовления округлых деталей. Процесс деформации заготовки продемонстрировало видео: как легче согнуть профильную трубу – многократной прокаткой или физическим воздействием, решать исполнителю.
При работе вручную важно соблюсти правила гибки профильных труб и не делать резких движений. Нужно следить за равномерностью деформации с внешней и внутренней стороны проката. Однако не следует слишком расстраиваться из-за мелких складок на внутренней поверхности сгиба: их можно исправить ударами молотка. Перед началом работ надо сделать шаблоны из проволоки, ДСП или гипоскартона для сверки и получения результата, соответствующего проекту.
Однако не следует слишком расстраиваться из-за мелких складок на внутренней поверхности сгиба: их можно исправить ударами молотка. Перед началом работ надо сделать шаблоны из проволоки, ДСП или гипоскартона для сверки и получения результата, соответствующего проекту.
Оцените статью:
Поделитесь с друзьями!
Как согнуть профильную трубу — радиусная гибка профиля
Профильные трубы – металлоизделия, используемые для сооружения теплиц, парников, беседок, навесов. Часто для достижения желаемого результата квадратный или прямоугольный трубный прокат необходимо изогнуть по определенному радиусу. Трубу изгибают с приложением силы давления: либо при комнатной температуре, либо при повышенной. Технологию гибки профиля по радиусу подбирают с учетом размеров сечения, толщины стенки, материала, из которого он изготовлен. В домашних мастерских обычно гнут профильную продукцию из стали (при малом сечении) и более мягких цветных металлов и их сплавов.
Технологию гибки профиля по радиусу подбирают с учетом размеров сечения, толщины стенки, материала, из которого он изготовлен. В домашних мастерских обычно гнут профильную продукцию из стали (при малом сечении) и более мягких цветных металлов и их сплавов.
Какие дефекты могут возникнуть при неправильном выборе или нарушении технологии?
Процесс сопровождается растягивающими усилиями, которые действуют на наружную часть изгиба, и сжимающими – на внутреннюю часть. Изготовить качественное изделие можно только, зная технологические правила процесса, иначе вероятны:
- нарушение соосности участков;
- появление трещин на стенке, расположенной на внешней стороне изгиба;
- образование на внутренней стороне изгиба неравномерных складок;
- расхождение шва сварного профиля.
Совет! Во избежание брака рекомендуется гнуть трубы с высотой профиля (h) до 20 мм на отрезке, длина которого равна или превышает величину 2,5*h. Если высота профиля более 20 мм, то минимальный отрезок равен 3,5*h. Тонкостенную продукцию большого сечения (толщина стенки менее 2 мм) согнуть с получением качественной детали не получится.
Если высота профиля более 20 мм, то минимальный отрезок равен 3,5*h. Тонкостенную продукцию большого сечения (толщина стенки менее 2 мм) согнуть с получением качественной детали не получится.
Для пластичных малоуглеродистых нелегированных и низколегированных марок стали характерна некоторая «пружинистость». Это означает, что после гибки труба стремится восстановить прежнее положение. Поэтому для таких изделий часто необходима подгонка по шаблону.
Как правильно согнуть профильную трубу с нагревом и при комнатной температуре?
Однозначно рекомендовать, в каких случаях необходимо повышать пластичность металла нагревом, не всегда возможно. Однако практический опыт подсказывает, что:
- Прокат с высотой профиля до 10 мм гнут без прогрева.
- Изделия с высотой в диапазоне 10-40 мм при наличии гибочного устройства изгибают обычно без нагрева. Если специализированного оборудования нет, то решение принимают, в зависимости от высоты профиля, толщины стенки, пластичности металла.
- Трубный профильный прокат с высотой профиля свыше 40 мм обычно обрабатывают при повышенных температурах.

Гибка с нагревом
При горячей радиусной гибке применяют наполнитель, функции которого обычно выполняет песок средней фракции – до 2,5 мм. Пылеватые частицы (менее 0,7 мм) отсеивают, поскольку они могут спечься при высоких температурах. Задача наполнителя – не допустить появления трещин на наружной стороне изгибаемой трубы и мелких складок – на внутренней. Песок перед использованием нагревают до температуры +150°C.
Заглушки для трубы изготавливают из глины или дерева в форме усеченной пирамиды. Длина пирамиды должна быть больше в 10 раз ширины основания. А площадь основания – в 2 раза больше площади сечения заглушаемой трубы. На одной заглушивающей детали изготавливают продольные пазы, которые при нагреве металла будут служить каналами для отведения газов.
Основные этапы процесса горячей гибки:
В один конец трубы вставляют заглушку, а во второй засыпают прокаленный песок. Для уплотнения наполнителя стенки трубы простукивают киянкой. Требуемый участок нагревают паяльной лампой или газовой горелкой до приобретения металлом бордово-красного оттенка. При обработке труб, сваренных по длине из отдельных отрезков, необходимо проконтролировать, чтобы в зоне нагрева отсутствовал сварной шов. При работе со сварными трубами продольный шов располагают на наружной части изгиба. Перед тем как загнуть трубу, ее фиксируют в тисках или специальных зажимах. Отрезок сгибают одним плавным движением. После гибки изделия удаляют заглушки и высыпают сыпучий наполнитель.
Для уплотнения наполнителя стенки трубы простукивают киянкой. Требуемый участок нагревают паяльной лампой или газовой горелкой до приобретения металлом бордово-красного оттенка. При обработке труб, сваренных по длине из отдельных отрезков, необходимо проконтролировать, чтобы в зоне нагрева отсутствовал сварной шов. При работе со сварными трубами продольный шов располагают на наружной части изгиба. Перед тем как загнуть трубу, ее фиксируют в тисках или специальных зажимах. Отрезок сгибают одним плавным движением. После гибки изделия удаляют заглушки и высыпают сыпучий наполнитель.
Многократно нагревать трубу не рекомендуется, поскольку она потеряет прочность.
Способ холодной гибки
Изделия с высотой профиля до 10 мм обрабатывают без наполнителя. В тонкостенных трубах малого сечения используют пружины плотной навивки для обеспечения равномерного деформирования стенок трубы. Подбирают пружину такого диаметра, чтобы она могла входить в трубу плотно, но без нажима. Для простого удаления пружины к ее крайним виткам привязывают кусок проволоки. В прокате большого сечения в качестве наполнителя применяется прокаленный песок.
Для простого удаления пружины к ее крайним виткам привязывают кусок проволоки. В прокате большого сечения в качестве наполнителя применяется прокаленный песок.
Приспособления для гибки профильной трубы
В ряду оборудования, предназначенного для изгибания профильной трубы, присутствуют устройства, разной степени конструктивной сложности, производительности, точности результата.
Горизонтальная гибочная плита с отверстиями
Это несложное приспособление применяется для гибки профильной трубы небольшого сечения, позволяет согнуть ее без трубогиба. Представляет собой горизонтально расположенный стальной лист значительной толщины, в отверстия которого жестко устанавливаются металлические штыри-упоры. При изгибании изделие помещают между упорами, которые располагают в соответствии с требуемым радиусом гибки. На одном из штырей-упоров располагают насадку, обеспечивающую возможность регулирования радиуса изгиба. Процесс начинают с центра заготовки. Такой способ требует приложения значительной физической силы. Точность формы получаемой детали невысокая.
Точность формы получаемой детали невысокая.
Гибка по оправке
Для работы с профилем с высотой стенки до 25 мм изготавливают оправку. В качестве базы устройства используют верстак с большой горизонтальной поверхностью. Шаблон изготавливают из фанерного листа или МДФ. Шаблон и профиль крепят к верстаку струбцинами. Трубу изгибают плавно. При необходимости гибки деталей по разным радиусам изготавливают несколько шаблонов.
Семейство ручных профилегибов ПГ
Профилегибы ПГ-1 и ПГ-3 – популярные устройства прокатного типа, приводимые в действие вручную. Применяются в индивидуальных хозяйствах и небольших ремонтно-производственных мастерских. Станок в стандартной комплектации предназначен для работы с трубным прокатом прямоугольного и квадратного сечения, швеллером, полосой из стали, а также алюминия, меди и их сплавов. Для обработки круглых труб требуется приобретение дополнительного комплекта роликов. Ролики устанавливаются между двумя опорными стенками корпуса. В профилегибе ПГ-2 ролики расположены снаружи корпуса.
В профилегибе ПГ-2 ролики расположены снаружи корпуса.
Станок ПГ-6 – самый мощный и производительный в этом семействе. Эффективен для серийной гибки однотипных изделий. Причем одновременно можно гнуть 3 профиля, высота которых не превышает 40 мм. Максимальный размер поперечного сечения, с которым может работать ПГ-6, – 80 мм, толщина стенки – 3 мм.
Как согнуть профильную трубу – рекомендации от ТК Газметаллпроект
У профильной трубы сечение отличается от круглого. Чаще всего это прямоугольник или квадрат. Основное направление использования этого вида металлопроката – монтаж каркасов и металлоконструкций, включая криволинейные. В последнем случае неизбежно встает вопрос, как согнуть трубу.
Основные проблемные моменты
Внутренняя пустота и отличающаяся от круглой форма сечения несут в себе риски повреждения при нарушении технологии изгиба.
Дефекты неправильного сгиба:
- Складки на сжимаемой нижней стенке
- Разрыв растягиваемой верхней стенки
- Осевое искривление
- Перелом
Важно
Минимальный радиус изгиба зависит от площади сечения, толщины стенок, высоты профиля, пластичности марки металла. Длина зоны изгиба при высоте профиля до 20 мм составляет не менее 2.5×h, при высоте профиля свыше 20 мм – не менее 3.5×h, где h – высота профиля.
Длина зоны изгиба при высоте профиля до 20 мм составляет не менее 2.5×h, при высоте профиля свыше 20 мм – не менее 3.5×h, где h – высота профиля.
Шов сварной трубы, как наиболее слабое место, должен располагаться сбоку изгиба, иначе он может лопнуть.
Способы предупреждения повреждений при изгибе
Приведенные ниже технологические приемы помогут избежать повреждений. В первую очередь это касается крупноразмерного металлопроката и изгибов малого радиуса. Также вы можете проконсультироваться с нашими специалистами при покупке профильной трубы.
Нагрев места сгиба
Разогрев трубы перед изгибом делает металл пластичнее.
Рекомендации по нагреву в соответствии с высотой профиля:
- До 10 мм – не нужно
- От 10 до 40 мм – по возможности
- Свыше 40 мм – нужно
Будьте осторожны с нагревом, поскольку пережог или многократное повторение операции грозит потерей прочности.
Использование наполнителя
Пустоту заполняют наполнителем и закрывают концы пробкой. В качестве наполнителя лучше всего взять очищенный речной песок, непременно сухой. При гибке с нагревом стоит использовать песок средней зернистости, поскольку пылевидные фракции спекаются при высокой температуре. Зимой допускается замороженная во внутреннем пространстве вода, если только речь не идет о гибке с подогревом.
В качестве наполнителя лучше всего взять очищенный речной песок, непременно сухой. При гибке с нагревом стоит использовать песок средней зернистости, поскольку пылевидные фракции спекаются при высокой температуре. Зимой допускается замороженная во внутреннем пространстве вода, если только речь не идет о гибке с подогревом.
Установка пружины
Размещенная внутри пружина не дает верхней и нижней стенкам приближаться друг к другу. Диаметр пружины подбирается таким образом, чтобы свободный ход между обеими стенками был небольшим. Концы закрепляют проволокой для удобного извлечения.
Метод надрезов
В месте сгиба болгаркой делают поперечные надрезы, которые впоследствии заваривают. Главное достоинство этого технологического приема – возможность согнуть профиль по любому радиусу.
Приспособления для гибки
Перечисленные далее способы изгиба различаются по качеству гибки, удобству работы, допустимым размерам профиля, стоимости оборудования.
Плита со штырями. В металлической или бетонной плите просверлен ряд отверстий, в которые устанавливают два упорных штыря. Взаимное расположение штырей зависит от радиуса изгиба. Трубу изгибают вокруг одного штыря, второй в это время фиксирует противоположный конец. При использовании этого способа велика возможность осевого искривления. Для соблюдения соосности рекомендуем притянуть трубу к плите прижимной пластиной.
В металлической или бетонной плите просверлен ряд отверстий, в которые устанавливают два упорных штыря. Взаимное расположение штырей зависит от радиуса изгиба. Трубу изгибают вокруг одного штыря, второй в это время фиксирует противоположный конец. При использовании этого способа велика возможность осевого искривления. Для соблюдения соосности рекомендуем притянуть трубу к плите прижимной пластиной.
Оправка. Дугообразный шаблон с фиксирующей скобой, закрепленный на верстаке. Труба вставляется в скобу, прижимается к шаблону и сгибается, принимая форму дуги.
Труба с ухом. Разновидность предыдущего способа. Фиксирующая скоба – ухо – прикрепляется или приваривается к подходящей трубе, играющей роль шаблона, вокруг которой и происходит изгиб.
Скобы. Этот способ тоже напоминает оправку, только дугу формируют металлические крючки, закрепленные на плоскости на некотором расстоянии друг от друга.
Обкаточный трубогиб. Изгиб происходит при движении прижимного ролика вокруг неподвижного шаблона. В ролике имеется выемка, часто с шипом, вдавливающим внутреннюю стенку для предотвращения складок. Форма выемки подбирается под размер профиля, чтобы не было искривлений. Все замечания по поводу выемки и шипа верны и для последующих видов оборудования.
Изгиб происходит при движении прижимного ролика вокруг неподвижного шаблона. В ролике имеется выемка, часто с шипом, вдавливающим внутреннюю стенку для предотвращения складок. Форма выемки подбирается под размер профиля, чтобы не было искривлений. Все замечания по поводу выемки и шипа верны и для последующих видов оборудования.
Намоточный трубогиб. Труба наматывается на вращающийся ролик, к которому она прижата неподвижным прижимным роликом.
Арбалетный трубогиб. Труба упирается в два неподвижных фиксатора, а с другой стороны посередине на нее давит закрепленный на подвижном штоке шаблон. Другие названия шаблона – башмак, пуансон. Шток приводится в движение гидравлическим или механическим путем.
Прокатный трубогиб. Используется метод вальцовки, то есть прокатки профиля. Трубу закрепляют между двумя роликами с одной стороны и одним (центральным) с другой. Изменяя положение одного из роликов домкратом или струбциной, намечают изгиб.
Затем начинают прокатку, приводя ролики во вращение рукояткой или электроприводом. Способ чрезвычайно удобен, когда требуется получить дугу, окружность, спираль. Риск повреждения сводится к минимуму.
Гипермаркет «Газметаллпроект» — ваш надежный консультант в вопросах строительства и ремонта. Привезем металлопрокат и стройматериалы на объекты в Туле и Тульской области, не оставим без внимания покупателей из других регионов. Режем металл по нужному вам размеру. Работаем все дни недели без выходных. Ждем ваших заявок.
Как правильно согнуть профильную трубу?
Существует несколько факторов, которые характеризуют профильную трубу, как универсальный, практичный и доступный металлопрокат. Один из них – гибкость, то есть возможность изменения формы изделия без нарушения эксплуатационных характеристик. Поэтому согнутые под углом трубы широко используются не только в нефтяной, химической отраслях, машино- и аппаратостроении, но и в частном хозяйстве. Чтобы пластическая деформация профтрубы не вызвала разрушения, нужно четко выполнять технологию гибки, рассчитать правильно усилия и радиусы кривизны.
Чтобы пластическая деформация профтрубы не вызвала разрушения, нужно четко выполнять технологию гибки, рассчитать правильно усилия и радиусы кривизны.
Основные свойства профильных труб
Трубный профиль за счет ребер жесткости более устойчив к некоторым видам нагрузок. Универсален и прост при выполнении различных соединений – болтовых, заклепочных, сварных, на других крепежных элементах. Из него можно создавать изделия любой формы, гнуть профильную трубу и ковать при разогреве. Активно используется как элемент несущей системы. При качественной сборке, должном уходе, правильном выборе среды эксплуатации труба профильная металлическая достаточно долговечна.
Сечение
Изделие характеризуется формой, геометрическими параметрами сечения (ширина, высота, длина, толщина стенки и пр.), а также маркой стали и уровнем механических свойств. Оно бывает квадратной, прямоугольной, треугольной, овальной, плоскоовальной, шестигранной или другой более сложной конфигурации. Получается такой продукт в процессе горячей обработки или при изменении холодным способом формы сечения электросварной прямошовной круглой трубы.
Особым спросом пользуются профили прямоугольного или квадратного сечения.
Материал
Если знать, как согнуть профиль без применения дорогостоящего специального оборудования, выбрать правильно материал, грамотно рассчитать предполагаемые нагрузки, можно самостоятельно, быстро и качественно соорудить несложные конструкции для домашнего пользования.
Основными материалами из которых изготовляются стальные трубы считаются:
|
Виды стали
|
Краткая характеристика
|
Марки
|
|
Углеродистая
|
Твердость, прочность, достаточная пластичность
|
08кп, 10, Ст2, 20, 35, Ст4сп, 08пс, Ст1пс, Ст3пс, S235JRH, S275J0H, S355J2H, S275NH, S275NLH, S355NH и S355NLH
|
|
Легированная
|
Повышенная устойчивость к атмосферной коррозии, прочность, улучшенные эксплуатационные характеристики
|
09Г2С, 17Г1С,10ХСНД,30ХГСА, 10Г2, S420M, S460NH, S460NLH, S275MH, S460MH, S275MLH, S460MLH
|
|
Нержавеющая
|
Содержит молибден, никель, хром.
|
AISI 201, AISI 304, AISI 430, AISI 439, 04Х18Н9, 08Х18Н10, 12Х17, 12Х15Г9НД
|
 Обладает высокой прочностью на изгиб и коррозионной стойкостью, может использоваться в агрессивных средах (пар, кислота, щелочи и т.д.)
Обладает высокой прочностью на изгиб и коррозионной стойкостью, может использоваться в агрессивных средах (пар, кислота, щелочи и т.д.)Хорошим потребительским спросом также пользуется оцинкованный трубный профиль, характеризующийся антикоррозионным свойством длительного действия и меньшей в сравнении с нержавеющим аналогом ценой.
Гибка профильной трубы: особенности процесса
Как согнуть профильную трубу правильно, чтобы не нарушить ее целостность, сохранить прочность и надежность? Если придать необходимую конфигурацию заготовке большого сечения можно лишь в промышленных условиях, то для изделий малых размеров в быту это делается ручным способом, но при соблюдении определенных требований. Одно из них – ограничение по внутреннему радиусу, минимальное значение которого рассчитывается в зависимости от размера диаметра профиля и толщины стенки.
Как правильно сгибать профильные трубы?
Перед тем, как гнуть трубы, требуется определиться с методом. Для этого нужно ориентироваться в физических процессах, протекающих в ходе сгибания. На профильную трубу действуют разные по направлению и значению силы, сплющивающие ее:
- изнутри – сила сжатия;
- снаружи – растяжения.
Разнонаправленность векторов этих сил приводит к напряжениям, возникающим при изменении конфигурации продукта. Чем больше силы сплющивания, тем значительнее вытягивается труба в перпендикулярном им направлении.
Поэтому гнуть трубу нужно так, чтобы не нарушилась соосность ее участков, целостность растягивающейся стенки. Стараться работать с короткими образцами, избегать образования складок на внутренней поверхности сгибаемой заготовки. Брать во внимание, что после деформирования трубному профилю свойственно «отпружинивание» и возвращение в первоначальное состояние. Во избежание этого, готовые изделия снова подгоняются по шаблону.
Влияние материала на изгиб
Существует ряд способов, как согнуть трубу. Если небольшой медный или латунный фрагмент тонкостенной полой заготовки можно согнуть вручную без чрезмерных усилий, то при гибке стальных изделий технология сложнее. Опять же, латунная или медная профтруба предварительно отжигается в зоне загиба.
Стенки металлических профилей при изгибе подвергаются упругим и упругопластическим деформациям. Это меняет физико-механические свойства материала. В результате возникающих напряжений утончается внешняя и утолщается внутренняя стенка, что приводит к ослаблению оболочки. С утончением внешней части в зоне гиба увеличивается твердость и снижается пластичность металла. Поэтому вид материала труб непосредственно влияет на выбор способа деформации.
Основные ошибки при сгибании труб
Чтобы избежать огрехов, выполняя работы с профилем, нужно четко следовать выбранной технологии. Только зная, как согнуть профильную трубу в домашних условиях правильно, можно избежать дополнительных финансовых расходов и брака при изготовлении конструкций.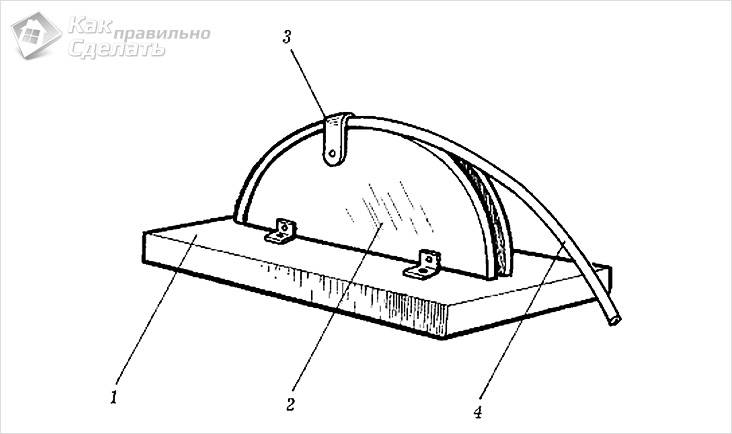 Повреждения профтрубы возникают при таких нарушениях:
Повреждения профтрубы возникают при таких нарушениях:
- многократное изменение радиуса гиба в разогретом состоянии заготовки;
- резкое и чрезмерное приложение силы для достижения нужной криволинейной формы;
- нарушение технологии процесса в части выбранных температур нагрева, усилий и пр.;
- резкий нагрев или перегрев заготовки – поднимать температуру нагрева стального профиля нужно постепенно до ярко-красного цвета.
Холодные способы сгибания труб
Если изделие имеет небольшие размеры, гибка профильной трубы своими руками может выполняться без нагрева. При этом усилия прикладываются в нарастающем темпе с постепенным увеличением нагрузки. При холодном методе деформация изделия может производиться с наполнителем или без него.
Изделия, высота профиля которых составляет 40 мм и выше, гнут горячим методом. Как изгибать детали, с высотой профиля от 10 до 40 мм, решать исполнителю. Чтобы не ошибиться, можно произвести пробную гибку.
Профилегибочный станок
Самое приемлемое и простое решение для изготовления арочных и других конструкций – использовать простейшее приспособление для гибки труб своими руками. Для этих целей лучше всего подойдет профилегиб ручного, гидравлического или электрического типа. Он придает нужную конфигурацию заготовке, изгибая металл между валами под высоким давлением. Общий алгоритм работы приспособления такой:
- установить станок и зафиксировать его анкерными болтами;
- выполнить заземление;
- удостовериться в целостности конструкции;
- в течение получаса на холостом ходу убедиться в отсутствии неисправностей в работе;
- при прохождении заготовки между валами отрегулировать кривизну гиба с помощью поднятия/опускания верхнего вала.
Ручная модель станка – лучшее решение для небольшого объема работ. Имея детальный чертеж, совсем несложно собрать такой агрегат самостоятельно.
Оправка или гибочная плита
Этот способ применяется для труб с высотой профиля до 10 мм небольших размеров с целью получения незначительных радиусов изгиба. Используется горизонтально расположенная плита с отверстиями под жестко фиксированные штыри (упоры). Нужный радиус гиба корректируется сменным шаблоном из фанеры, плотного картона или металлического уголка. Упоры устанавливаются в отверстия по заданному радиусу. Между ними располагают заготовку и, прилагая определенные усилия, сгибают ее, начиная с середины и постепенно двигаясь к краям.
Используется горизонтально расположенная плита с отверстиями под жестко фиксированные штыри (упоры). Нужный радиус гиба корректируется сменным шаблоном из фанеры, плотного картона или металлического уголка. Упоры устанавливаются в отверстия по заданному радиусу. Между ними располагают заготовку и, прилагая определенные усилия, сгибают ее, начиная с середины и постепенно двигаясь к краям.
Наполнители
Чтобы согнуть профильную трубу без заломов и складок, придать нужный радиус тонкостенной детали небольшого размера, используются наполнители. Они способствуют равномерной деформации сегмента на участке проведения работ и в месте фиксации трубы тисками. Наполнителем может быть свинец, канифоль (для латунных или медных труб), машинное масло, сухая просеянная песчаная смесь или стальная пружина, сделанная из проволоки толщиной в 2 мм и плотно входящая в отверстие трубы.
Использование песка и деревянных заглушек пробок – самый простой и доступный способ согнуть трубу без трубогиба. Для этого достаточно вбить заглушку из деревянного клина в полое отверстие трубы с одного конца, засыпать в полость песок и заглушить противоположное отверстие другой деревянной пробкой. Закрепив один из концов заготовки и приложив усилие, произвести изгиб на нужную кривизну. Песок внутри сработает как компенсатор и не даст трубе лопнуть. После проведения работ его вместе с заглушками удаляют.
Для этого достаточно вбить заглушку из деревянного клина в полое отверстие трубы с одного конца, засыпать в полость песок и заглушить противоположное отверстие другой деревянной пробкой. Закрепив один из концов заготовки и приложив усилие, произвести изгиб на нужную кривизну. Песок внутри сработает как компенсатор и не даст трубе лопнуть. После проведения работ его вместе с заглушками удаляют.
Станок Вольнова
Это приспособление для гибки труб диаметром 1/2 и 3/4″ в холодном состоянии относится к ручному механизму. Методика заключается в изгибе заготовки вокруг статического ролика. Его радиус определяет кривизну изгиба. Труба крепко фиксируется одним (длинным) концом между роликами хомутом. Потребуется совместить метку на трубе (начало гибки) с насечкой на боковой и верхней поверхности неподвижного ролика. Путем поворота скобы вокруг него достигается нужный радиус заготовки. Затем скоба возвращается в исходное положение, труба вынимается. Набивать профиль наполнителем в данном случае не требуется.
Изгиб с помощью физической силы
Если сгибаемый трубный профиль небольшого сечения, достаточно пластичный, ему можно придать нужную кривизну с помощью обыкновенной воды без применения дополнительной оснастки. Обычно это квадратный трубный прокат сечением 10×10 мм или прямоугольный 10×20 мм. Гибка профильной трубы таким методом актуальна зимой при отрицательных температурах. Достаточно только:
- закупорить надежно один конец от возможных протечек;
- залить в трубу воду;
- дождаться, пока она замерзнет – лед не дает трубе мяться под давлением;
- приложить некоторые физические усилия и начать гиб трубы в нужном направлении;
- измерить положение заготовки по осям и по шаблону.
Горячие способы изгиба
Изменение формы металлопрофиля при высоте более 40 мм осуществляется только после его предварительного разогрева. Поскольку многократно эту операцию выполнять не рекомендуется из-за возможного порыва детали, нужно знать, как согнуть профильную трубу своими руками, используя различные доступные способы. Вначале прокат отжигается, затем размягчается при закупоренных пробками концах. Изогнутую заготовку удерживают под напряжением до полного ее остывания.
Вначале прокат отжигается, затем размягчается при закупоренных пробками концах. Изогнутую заготовку удерживают под напряжением до полного ее остывания.
Как гнуть профильную трубу с помощью паяльной лампы и пружины?
Воспользоваться паяльной лампой и пружиной можно для получения кривизны поверхности с минимальным радиусом, но это не касается оцинкованной трубы. Прочная пружина внутри профиля предотвращает продавливание стенок во время процесса изгибания, формирует аккуратную и ровную конфигурацию поверхности. Заготовка одним концом жестко крепится в тисках. Длина участка нагрева должна быть тождественна шести диаметрам трубы.
По предварительной разметке в зоне сгиба проводится, вначале, разогрев металла лампой до темно-вишневого цвета, а затем – гибка. При неоднократном нагревании заготовки внутри скапливаются газы. Сделанные заранее небольшие отверстия в трубе (до 3мм) помогут избавиться от них.
Как согнуть профиль при помощи сварочного аппарата?
Вначале рассчитывают радиус изгиба и определяются с величиной деформируемого отрезка. Углошлифовальным ручным электрическим станком через равные промежутки делаются пропилы на внутренней стороне трубы. Чем их больше, тем изгиб получится более плавным. В результате место работ приобретает вид ломаной линии с острыми углами у наружной стенки профиля. Зажав один торец в тисках, его сгибают, придав заготовке нужную кривизну. Стыки провариваются сварочным аппаратом, упрочняются. После полного остывания швы зачищаются.
Углошлифовальным ручным электрическим станком через равные промежутки делаются пропилы на внутренней стороне трубы. Чем их больше, тем изгиб получится более плавным. В результате место работ приобретает вид ломаной линии с острыми углами у наружной стенки профиля. Зажав один торец в тисках, его сгибают, придав заготовке нужную кривизну. Стыки провариваются сварочным аппаратом, упрочняются. После полного остывания швы зачищаются.
Как видите, сортамент трубного профиля достаточно разнообразен. Всегда можно найти нужный вариант под реализацию конкретного проекта. Мы производим стальной прокат в большом ассортименте и предлагаем купить профильную трубу с гарантированным точным весом по максимально выгодным ценам.
Поставляем в любом объеме только сертифицированную продукцию, пригодную к дальнейшей обработке, в том числе и изгибу горячим или холодным способом. Если возникли затруднения с выбором труб, расчетом их количества, или нужна консультация по другим техническим вопросам, обращайтесь к нашим специалистам. В рабочее время отвечаем моментально.
В рабочее время отвечаем моментально.
трубогибы для каркаса из профиля
Основу теплицы составляет ее каркас. Приобретают готовый каркас или собирают своими руками. Чтобы согнуть профильную трубу для теплицы, достаточно наличия единственного инструмента — трубогиба. Необходимость гибки профиля становится особенно очевидна, если речь идет о круглогодичном варианте арочной разновидности теплицы, оснащенном функцией нагрева.
Как делается дуга для теплицы своими руками? В вопросе изготовления каркаса многие дачники отдают предпочтение такому материалу как алюминий. . Каркас из алюминия можно без труда собрать и зафиксировать своими руками.
Алюминий считают оптимальным материалов для изготовления оранжереи своими руками. Он обеспечивает создание легкого, долговечного, надежного каркаса теплицы.
С целью обеспечения быстрого схода снега и других атмосферных осадков с крыши теплицы, ее выполняют одно- или двухскатной. Каркас теплицы выполняется:
Каркас теплицы выполняется:
- Формовым;
- Кованым;
- Катаным.
Материал поставляют на участок в составе бухт. В случае необходимости материал каркаса подвергают дополнительной механической обработке:
- Скручиванию;
- Сверлению;
- Вырубанию.
Мастера крепят элементы профиля с использованием болтов, заклепок или синтетических смол. .
Разновидности оранжереи
При самостоятельном изготовлении теплицы мы рассчитываем примерный срок ее эксплуатации в четверть века. .
. Это особенно актуально, если речь идет об арочной конструкции. Арочный элемент пройдет от основания парника в вертикальном направлении и согнется пополам.
Особой популярностью у современных дачников пользуются теплицы Митлайдера. Их каркас должен иметь повышенную прочность. Данного показателя достигают используя для крепления деталей квадратный профиль.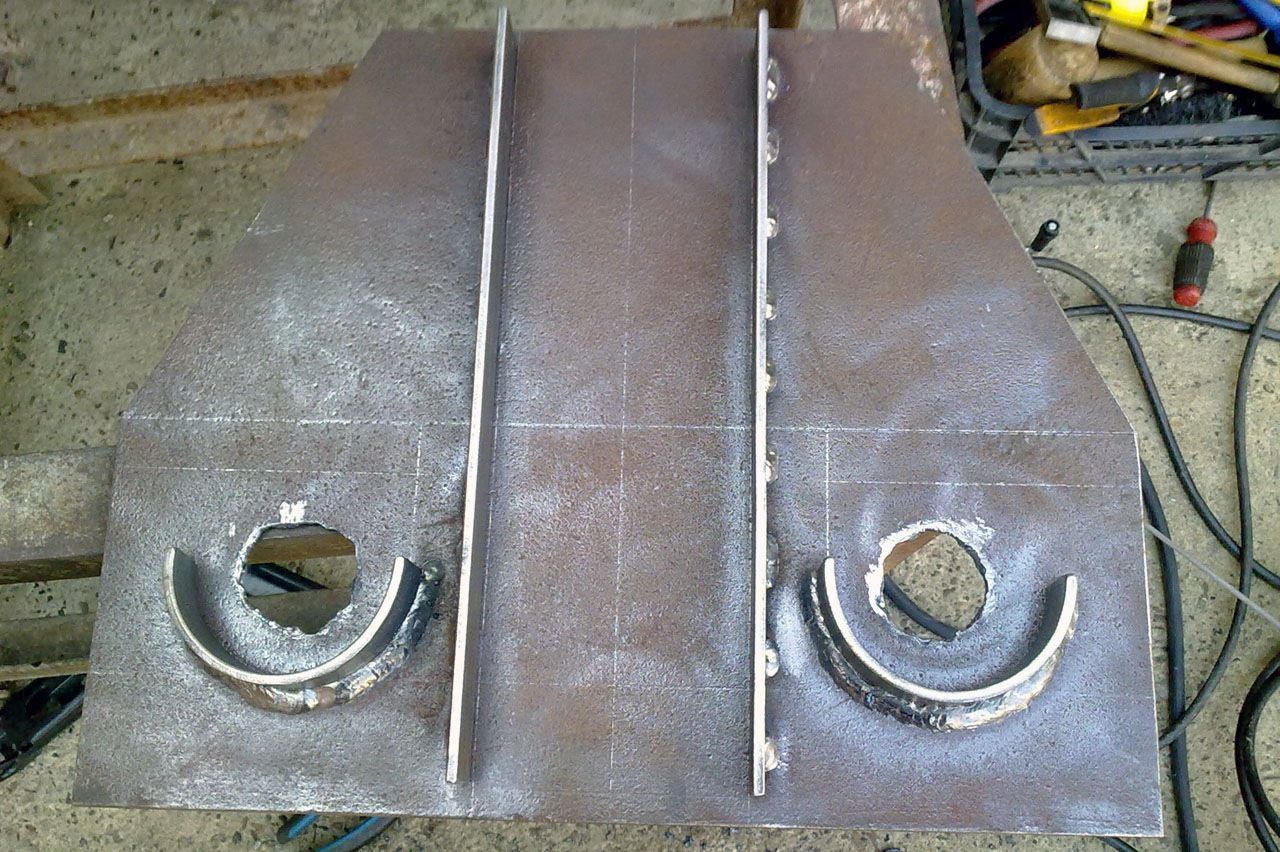 При возведении куполообразной теплицы используют алюминиевые рамы с многоугольным сечением, но подойдет и другой металл. Весь металл для каркаса выбирают с учетом размеров и особенностей конструкции оранжереи. Куполообразный парник считают одним из наиболее сложных в плане обустройства своими руками.
При возведении куполообразной теплицы используют алюминиевые рамы с многоугольным сечением, но подойдет и другой металл. Весь металл для каркаса выбирают с учетом размеров и особенностей конструкции оранжереи. Куполообразный парник считают одним из наиболее сложных в плане обустройства своими руками.
При выполнении работ по возведению оранжереи арочного типа подготавливают дюжину гибких прутьев. . Длина прутьев насчитывает полтора метра. Если конструкция парника обладает значительной высотой (более 1,8 м), то будет достаточно десяти прутьев диаметром 3 см и длиной 2,9 м.
Количество и параметры прутьев для обустройства каркаса выбирают индивидуально. В ходе работ во внимание принимают габариты конструкции.
Сооружение основы
При обустройстве каркаса первым делом устанавливают местоположение будущих отверстий для установки гибких прутьев. Сначала высверливают необходимое количество отверстий, чтобы в ходе последующих работ подготовить поры-стойки. Чтобы собственноручно изогнуть прутья различного сечения, можно соорудить трубогиб.
Чтобы собственноручно изогнуть прутья различного сечения, можно соорудить трубогиб.
Если говорить про устройство оранжереи из поликарбоната, то возникает необходимость придать изгиб трубам квадратного сечения. . Между концами труб диаметр должен составить 3 метра.
Как гнуть трубу для теплицы? Для проведения работ следует заблаговременно подготовить комплект следующих инструментов:
- Рулетку;
- Станок и трубы для гибки;
- Болгарку;
- Карандаш;
- Сварочный аппарат.
? Придать трубе изгиб можно на специальном станке. Его прокручивают специальной рукояткой. Если возможность работать на станке отсутствует, можно воспользоваться двумя трубами. Их располагают параллельно, заблаговременно зафиксировав друг с другом. На участке рисуют дугу, имеющую соответствующий радиус. К дуге прикладывают изогнутый элемент и подгибают так, чтобы оригинал абсолютно совпадал с подготовленным чертежом. Вторую дугу изгибают по аналогичной схеме. Достичь нужного результата можно без дополнительного нагрева.
Вторую дугу изгибают по аналогичной схеме. Достичь нужного результата можно без дополнительного нагрева.
Чтобы придать трубе нужный радиус, ее предварительно делят на несколько одинаковых промежутков. В этих точках металл подпиливают при помощи болгарки, чтобы согнуть по имеющемуся шаблону. В точках подпилов металл обрабатывают сварочным аппаратом, чтобы придать конструкции необходимую жесткость. Принцип работы прост, и с задачей сможет справиться непрофессионал. Тепличный профиль характеризуется незначительным весом и повышенной прочностью, поэтому выдерживает значительные поперечные нагрузки.
Сборка конструкции
. . Для этой цели подойдет пропановый резак, или паяльная лампа. После нагрева одной части, металл дуги для теплицы сбивают под углом при помощи рычага. Главный недостаток подобного способа заключается в необходимости приложения значительных усилий. По окончании обработки, металл получает неэстетичный вид.
Способ обработки на трубогибочном станке позволяет получить более качественный результат. Металл принимает нужный диаметр быстрее, а внешне труба выглядит более аккуратно. Металл протягивают через станок, используя рукоятки. Один валик должен находиться под трубой, а второй — давить на металл с целью деформации. Металл проходит сквозь станок, благодаря чему получается арка заданного радиуса. Подобное устройство позволяет получить изгиб под углами от 30 до 180 градусов. Чаще всего тепличный профиль обрабатывают на ручном станке, когда необходимо обеспечить нагрев оранжереи в холодную погоду или создать условия для установки вентиляционного оборудования.
Металл принимает нужный диаметр быстрее, а внешне труба выглядит более аккуратно. Металл протягивают через станок, используя рукоятки. Один валик должен находиться под трубой, а второй — давить на металл с целью деформации. Металл проходит сквозь станок, благодаря чему получается арка заданного радиуса. Подобное устройство позволяет получить изгиб под углами от 30 до 180 градусов. Чаще всего тепличный профиль обрабатывают на ручном станке, когда необходимо обеспечить нагрев оранжереи в холодную погоду или создать условия для установки вентиляционного оборудования.
Применение самодельных трубогибов
С целью сооружения самодельных станков достаточно иметь две трубы диаметром в 70-150 мм. Их фиксируют в плите при помощи бетонного раствора. Существует и другой способ крепления — приваривание к поверхности швеллера. Чтобы способ работал, между трубами выдерживают дистанцию в 600 мм. Трубу фиксируют между стоек, а затем выполняют сгиб.
Важно убедиться, что каждый ролик размещен на осях. Один ролик должен располагаться на том же уровне, что и соседний. . Последний ролик устанавливают по центру и поднимают над плоскостью на 100 мм. Данный метод довольно прост и подразумевает регулировку радиуса изгиба трубы путем поднятия ролика на домкрате.
Если необходимо согнуть тонкостенную трубку, то имеет смысл засыпать один ее конец при помощи песка. Лишь после этого изделие помещают в станок. По окончании операции необходимо устранить песок. Метод довольно прост. Необходимо лишь следить за тем, чтобы по всей протяженности труба обладала неизменным диаметром.
Обработка квадратного профиля
Даже беглый просмотр позволит найти отличия между профилем круглого и квадратного сечения. При обработке изделий квадратного сечения применяют ручные гибочные машины. Для создания плавного изгиба изделия, с одной стороны его засыпают песком и закупоривают при помощи пробки.
Чтобы изгиб был максимально точным, применяют станки с упором. Квадратный профили имеет сторону 14-16 мм, а толщина стенок трубы может достигать 5 мм. Принцип работы на станке прост, и понять его сможет любой. Для получения максимально плавного радиуса в месте сгиба, металл предварительно нагревают.
Если вы собираете каркас для оранжереи из меди в зимнее время, то изгиб можно получить при заполнении профиля нагретой водой. Аналогично предыдущей технологии, один конец профиля засыпают песком и затыкают пробкой.
Как вы заметили, при работе с любым материалом каркаса принцип выполнения изгибов довольно прост. Достаточно обладать минимальным набором инструмента и ограниченными знаниями.
Как согнуть профильную трубу при необходимости
В строительствепрофильная трубаиспользуется довольно часто. И, иногда, ее необходимо согнуть.
Если есть трубогиб, то достаточно им согнуть необходимое количество материала, но, если нет, то возможно согнуть и руками.
| Профильная труба |
Как гнетсяпрофиль трубогибом
Есть несколько способов сгибанияпрофиля руками
1 способ. Для сгибатруб потребуются сварочный аппарат, болгарка и тиски. После того, как будут определены место сгиба и угол, на который необходимо согнуть профиль,труба закрепляется в тиски, на нее наносятся поперечные метки на одинаковом расстоянии. Чем круче угол, тем ближе необходимо делать метки. По меткам с помощью болгарки делаются надрезы, ипрофиль сгибается до необходимой формы дуги. После сгиба все надрезы завариваются сваркой.
Уже согнутая труба с надрезами по меткам
2 способ. Для сгиба этим способом необходим чистый сухой песок и две деревянные заглушки длятрубы. Для начала одна из заглушек забивается в конецтрубы. После втрубу плотно засыпается песок до самого края профиля и забивается вторая заглушка. После проделанной процедуры согнутьпрофиль, предварительно его зажав, не составит труда. Песок не позволит согнуться отдельным частямпрофиля. Благодаря этому сгиб получается хороший, ровный. После сгиба останется только вынуть заглушки и высыпать песок.
Профиль, забитый песком
Можно для начала согнуть одинпрофиль максимально точно. Он будет являться шаблоном для остальных. Это повысит точность готовых изделий.
Самодельный трубогиб
всё про ремонт и обустройство жилья
Для того, чтобы сделать из гипсокартона арку, фигурный потолок, нужно смонтировать криволинейный каркас с согнутыми профилями и изогнутые листы ГКЛ.
Изгиб профиля
Чтобы согнуть профиль нужно ножницами сделать разрезы на его ребрах. Разрезы делаются через каждые 5 см и на всю высоту каждого ребра. На противоположных ребрах разрезы должны быть друг против друга. Теперь профиль можно согнуть нужным радиусом по шаблону, или по факту вырезанной стены. Если гнуть предполагается в сторону ребер, то разрезы делаются V-образные с извлечением материала.
Два таких изогнутых профиля, соединенных отрезкам профилей, образуют арку. Как именно подрезать и скреплять – рекомендации далее на видео.
Изгиб мокрого гипсокартона
Лист гипсокартона довольно легко гнется, если гипс увлажнить. Напитывание водой делается после прокалывания всей площади игольчатым валиком для лучше доступа воды к гипсу. Время увлажнения – не менее 10 минут, в течении которого, лист периодически взбрызгивается, чтобы на его поверхности всегда была вода, пока она впитывается. Но он не должен промокнуть насквозь, т.е. противоположная сторона должна перед изгибанием остаться сухой. После намокания лист начинает гнуться уже под собственным весом.
Закрепление мокрого гипсокартона
Намоченную заготовку подгибают лишь примерно, при этом недопустимо прилагать усилия. Важно дать время для принятия формы – изгиб происходит постепенно при умеренном приложении силы. Затем догиб делают по факту созданных ранее арок или шаблонов. Подогнутый влажный лист накладывают на конструкцию, подгибают и аккуратно притягивают шурупами с шайбами, или прижимают струбцинами, притягивают шпагатом через брусья… С влажным гипсокартоном, как правило, работают с помощником.
Изгиб сухого гипсокартона
Существуют специальные модели гипсокартона, называемого арочным, толщиной порядка 6 мм для криволинейных конструкций. Подогнуть их можно и в сухом состоянии, но радиус изгиба будет поменьше, так как при значительном смятии материал разрушится. Основное его применение – закрытие криволинейных торцов на подвесных потолках. Но работать с ним проще – вырезается не широкая полоса по требуемым размерам, и притягивается к каркасу, повторяя его изгибы. Приблизительная длина замеряется шнуром по каркасу, от листа отрезается чуть больше, затем подрезается на каркасе по факту монтажа. Крепят от цента к краям.
Сухой изгиб надломами
Иногда поступают еще проще, когда нужно согнуть слишком малым радиусом. Делают глубокие надрезы почаще, затем обламывают по этим надрезам. Получившуюся гармошку закрепляют шурупами на каркасе, а разломы и весь этот изгиб штукатурят.
Небольшое видео также познакомит с принципами изгибания листов гипсокартона.
Шурупы и шпаклевка
Применяются саморезы по металлу с утапливаемой шляпкой, которые еще называют шурупами для гипсокартона. Рекомендуется использовать шуруповерт, с помощью которого можно без усилий пробивать профиля. Длина шурупов обычно 22 – 25мм, важно чтобы они выходили из профиля не менее чем на 10 мм. Шляпка должна утапливаться полностью, но при этом недопустимы лишние усилия, чтобы гипсокартон под ней разрушился.
Все края листов на стыках и углах обязательно покрываются мелкой штукатурной сеткой на расстояние не менее 5 см от края и затем покрываются шпаклевкой.
Обработка согнутого гипсокартона
После мокрого изгибания гипсокартон высыхает не менее 24 часов, после чего уже сохраняет приданную ему форму. После высыхания фиксирующие шурупы с шайбами удаляются, а на их место вкручиваются обычные саморезы с утоплением шляпки. Важно полученную арку прогрунтовать и затем зашпаклевать полностью. Вопреки сложившемуся мнению, что гипсокартон достаточно ровный и в шпаклевке полностью не нуждается, рекомендуется загрунтованную поверхность листов и покрывать шпаклевкой полностью. А затем еще раз прогрунтовать. Только так можно будет в будущем обеспечить безболезненное снятие отделочного слоя, будь то покраска или наклеенные обои, в противном случае при снятии старых обоев, с таким трудом сделанная арка, будет разрушена…
Монтаж арки из гипсокартона
Домашнее видео расскажет в общих чертах, как монтируются гипсокартонные конструкции, как делается арка в дверном проеме своими руками.
Как согнуть картон? Легко. Как согнуть гипс? Никак. Ответы кажутся очевидными, ведь картон это бумага, а гипс – камень. Однако, в гипсокартоне минерал измельчен до состояния пыли и вновь спрессован.
Гипсокартон листовой стандартный
Такая масса податливее изначального гипса. Еще проще он идет на сгиб в намоченном состоянии. С водой даже бетон текуч. Поэтому-то из гипсокартона и удается создавать криволинейные, округлые конструкции типа арок. Ниже ознакомимся с подробностями их формирования.
Как согнуть стандартный гипсокартон
У гипсокартона есть виды. Стандартным считается лист шириной 1-1,25 сантиметров со спрессованной минеральной крошкой в центре и плотной бумагой по бокам.
Если пропитать картон полимерами, он станет водоотталкивающим. У такого зеленоватая поверхность. Заставить гнуться водоотталкивающий блок сложно, ведь нет возможности размочить гипс внутри.
Поэтому, если криволинейная конструкция создается в помещении с обычной влажностью, берут стандартный лист и поливают водой. Достаточно пройтись по гипсокартону мокрой кистью или валиком.
На проникновение влаги внутрь материала уходят 5-15 минут. После, с повестки дня снимается вопрос, как согнуть гипсокартон. Он становится податливым. Фиксируется форма, как и при работе с прямыми листами, на металлическом профиле, служащем каркасом конструкции, будь-то арка, колонна, или ниша.
Смочите гипсокартон валиком
Угол загиба обычного гипсокартона должен быть тупым. Прямой или острый приводят к слому листа. Причина в его строении. Согнуть травинку проще, чем пучок колосьев.
Податливость гипсокартона тоже зависит от толщины. Для легкого сгиба лист должен быть максимально тонким. Так же, способность ломаться зависит от структуры материала.
Уложите влажный лист на шаблон и прижмите
Зерна гипса в нем, хоть и спрессованы, не имеет «арматуры» подобно бинту в медицинском гипсе. Поэтому, решая, как согнуть гипсокартон полукругом, а не слегка, лучше выбирать специализированные листы. Таковые имеются.
Сгибаем гипсокартон при помощи надрезов
Надрезы делаем монтажным ножом
Как согнуть арочный гипсокартон
У такого гипсокартона минимальная толщина в 6,5 миллиметров. Это уже добавляет листам гибкости. Дополнительно, в их сердцевину вмонтирована стеклоткань. Она создается подобно обычной.
Сплетают тонкие нити. Получить их из стекла удается расплавлением минерального состава на основе кварца с формулой SiO2. Расплав кремнезема протягивают через формовочные отверстия, параллельно охлаждая.
Арочный гипсокартон
Получается пряжа, только стеклянная. В тонковолокнистом состоянии материал становиться гибким и податливым. Нити сплетают меж собой. Итоговое полотно служит арматурой не только в гипсокартоне, но и ряде кровельных покрытий, гидроизоляционных материалах.
Стекловолокнистый сердечник арочного гипсокартона удерживает частицы гипса, не давая распадаться при сгибах. Соответственно, специализированные листы не нужно предварительно смачивать. Это дает возможность использовать влагостойкую версию гипсокартона.
Иначе говоря, если криволинейная конструкция запланирована в ванной, в крытой террасе или в туалете, нужно использовать именно арочный гипсокартон даже при малом изгибе, ведь влагостойкими листы должны быть точно. Простые в помещениях с повышенной влажностью будут разбухать, менять геометрию и прослужат мало.
Помощникам в деле деформации арочных листов становиться профиль. С ним легко согнуть гипсокартон в домашних условиях, ведь специальный каркас состоит из «звеньев». Их дно едино, а в боковинах есть зазоры. Они позволяют сдвигать стенки, меняя геометрию профиля.
Нюанса в том, что стоит он в разы дороже обычного. Раз приходится раскошелиться на арочный гипсокартон, многие стараются сэкономить на каркасе для него, используя обычный профиль. Как согнуть для арки его, расскажем в финальной главе.
Как согнуть профиль для гипсокартона
Дабы обычный профиль стал гибким, как и арочный, в нем тоже делают надрезы. Для преображения стандартных элементов каркаса потребуются: шуруповерт, карандаш с рулеткой, ножницы по металлу и отвертка.
Дополнительно стоит взять защитные перчатки и очки. Во время работы стружка стали может попасть в глаз, а острые края профиля поранить руки. Стоит учесть, что сгибу поддается только направляющий профиль. Есть еще стоечный. Последний представляет из себя швеллер с продольными канавками.
Профиль для гипсокартона
Проще говоря, стенки стоечного профиля рефренные и загнуты внутрь. У направляющего профиля стенки, напротив, плоские и прямые, общая форма сечения П-образная. Такой профиль формирует форму конструкции. Стойки же лишь поддерживают ее вес.
Надрезают направляющий профиль под прямым углом к днищу одновременно по обеим стенкам. Прорезы получаются параллельны друг другу. Оставляя целым дно профиля, строители сохраняют ребра жесткости конструкции из гипсокартона. Чем меньше в ней радиус изгиба, тем чаще придется делать надрезы на стенках металлического каркаса.
Надрезать основание каркасного элемента тоже можно, но при создании овальных и зигзагообразных линий. Для круга и полукруга достаточно расчленения лишь стенок профиля.
Если же решается, как согнуть гипсокартон для арки овальной формы, из стенок каркасного элемента режут лишь одну. Второй надрез делается именно на основании профиля.
Надрезы делаем ножницами по металлу
Главное, чтобы все отверстия были строго параллельны друг другу. В противном случае, профиль придется выбросить. Согнуть элемент все равно не получиться.
Для экономии времени можно делать надрезы на профиле лишь там, где в планах завиток. Если же работается, так сказать, по наитию, каркас членят равномерно по всей длине.
К основе профиль прикручивают саморезами. Если предварительно на стену или потолок нанесена линия – эскиз, можно согнуть деталь по ней предварительно, прислонив к площадке уже готовую.
Так быстрее и удобнее работать, особенно, если создается дизайн потолка. Держать руки с инструментов над головой, параллельно сгибая профиль, сложно и утомительно.
Абсолютно все начинающие мастера домашнего ремонта, которые решили обойтись своими руками, хотят принести в интерьер своего жилища что то новое. И тут им на помощь приходит желание соорудить арку или даже сделать собственными руками подвесной потолок из гипсокартона .
Формы этих изделий имеют достаточно большое разнообразие, все зависит от финансов и фантазии. Арки в основном изготавливаются округлыми сводами, подвесные потолки не исключение, яркий тому пример вы найдете здесь .
Домашний умелец, смотря на такую конструкцию, недоумевает каким образом сделан торец такого потолка и каким образом возможно выгнуть, и при этом прикрутить лист гипсокартона не сломав его.
Сейчас я подробно попытаюсь рассказать и показать на фото как это делаю я сам. А именно что необходимо проделать с металлическим профилем для того что бы он принял нужный вам силуэт, или как сделать изгиб любого радиуса из гипсокартона.
Как подготовить профиль
Что по поводу размера профиля то мне в основном приходиться иметь дело с 27/28мм. Это так называемый «направляющий». Пожалуй, это самый часто используемый материал в сочетании с 60/27 (используется для перемычек).
Для того что бы направляющий профиль смог повторить радиус начерченный вами на листе гипса, с ним нужно сотворить не хитрое действие. Вам понадобиться болгарка не больших размеров которая должна легко удерживаться одной рукой в запущенном состоянии, и защитные очки.
Устанавливаем на болгарку обрезной диск по металлу, нарезаем насечки на профилях через каждые 5см. Тут надо уточнить; чем круче радиус арки, тем чаще и меньше расстояние между надрезами на железе.
Обратите внимание на приведенное фото, я подготавливаю сразу несколько заготовок, длинной примерно в один метр, если пытаться прикрутить длинную заготовку в одиночку, то скорее всего получиться не совсем ровно и точно.
Профиль для радиуса потолка
Что в итоге дает такой прием, я думаю вы сами догадываетесь, надрезанный профиль27/28 превращается в подобие веревки, его можно спокойно прикручивать саморезами к гипсокартону постепенно подгибая и направляя по заданному радиусу.
Наверное, с этим разобрались, если что-то не понятно буду рад ответить вам в комментариях ниже статьи, не стесняйтесь и задавайте вопросы!
Как согнуть гипсокартон
Теперь перехожу к самому интересному. Покопавшись на просторах нашего интернета я обнаружил что все в основном советуют смачивать гипсокартон водой дабы он с легкостью гнулся. Спорить не буду, так как вариант действительно работает, пару раз мне было любопытно его применить.
Вот только выяснилось, что мочить и гнуть таким вариантом не совсем оправданно по трудозатратам и времени. Плюс ко всему я уверен, что у человека не занимающегося ремонтом профессионально не чего не получиться. А потому рекомендовать такой способ я не хочу.
Зато другой вариант намного эффективнее и проще. Именно на нем настаиваю, поголовное большинство моих коллег работают этим принципом. Все что вам понадобиться это набор из; нож канцелярский, карандаш простой, рулетка, уровень прямой не более 40см., и собственно сам материал, заранее обрезанный в форме длинной полосы (опять таки не более одного метра для удобства прикручивания в одиночку без посторонней помощи).
Заготавливаем гипсокартон под радиус подвесного потолка
На заранее подготовленной полосе, с помощью рулетки и карандаша наносим черточки через каждые 5-10см. (смотрите фото), расстояние обусловлено радиусом полукруга на потолке или арки, черточки следует ставить с обоих сторон заготовки.
Далее прикладываем маленький уровень (еще можно толстую линейку, на «крайняк» можно применить кусок профиля 60/27) по черточкам и одновременно прижимаем его так, чтобы он не сдвигался.
Взяв другой рукой канцелярский нож, проводим лезвием по гипсокартону слегка вдавив его в материал, и в тоже время, опираясь на уровень как на направляющею планку. Эту не хитрую операцию повторяем по всей длине и разметке.
На данный момент «гипс» можно подымать на верх к каркасу и фиксировать саморезами по гипсокартону. Как только вы прижмете материал к каркасу, он тут же начнет ломаться по насечкам от ножа, повторяя силуэт подвесного потолочного радиуса. Если у вас есть помощник то заготовить можно полосы на много длиннее, вполне реально от края до края листа гипсокартона (2,5м).
Теперь остается установить арочный пластиковый уголок, его особенность в том что он прекрасно выравнивает и укрепляет кромку любого не прямого короба. Особых навыков по установке такого уголка не требуется, в этой статье все что нужно знать.
В принципе на этом рассказывать нечего, далее остается выравнивание по уголку гипсовой штукатуркой, полное финишное шпаклевание и зачистка шпатлевки , покраска потолка или если это арка, то возможно это обои .
Как согнуть девятикладчатый профиль? (2 метода)
Что такое девятикратный профиль?
Девятигранный профиль назван из-за количества изгибов колонно-балочной конструкции (9 раз), который представляет собой холоднокатаный стальной лист, прокатанный на профилегибочной машине.
Прежде чем объяснять, как использовать листогибочный пресс для гибки девятислойного профиля, позвольте мне сначала объяснить использование девятигранного профиля.
Профили с девятью сгибами
Профили с девятью сгибами в основном используются для изготовления шкафов.
Шкафы с девятиугольным профилем представляют собой закрытые колонно-балочные конструкции, которые обладают преимуществами более высокой прочности, чем традиционные открытые балки и С-образные профили, высокой силы, низкой стоимости, занимают мало места и пользуются большой популярностью у пользователей .
Эта технология является технологией обработки шкафов компании Rittal (Германия), и теперь шкафы с девятикратным профилем скопированы на отечественных предприятиях Китая.
Материалы девятисекционного профильного шкафа:
Используйте холоднокатаный стальной лист национального стандарта и высококачественную нержавеющую сталь, нержавеющую сталь SUS304L (пищевая промышленность), SUS316L (медицинская и фармацевтическая промышленность) ) и SUS201 (экономичная нержавеющая сталь).
Толщина:
- Дверная панель: 2,0 мм;
- Корпус шкафа: 1,5 мм;
- Рама: 1,5 мм;
- Задняя и боковые панели: 1,5 мм;
- Монтажная пластина: 3,0 мм (дополнительно 2,5 мм).
Обработка поверхности шкафа с девятью профилями:
После 12 процессов предварительной обработки по международным стандартам, таких как травление, фосфатирование, депарафинизация, промывка и очистка стального листа, корпуса шкафа, основания и дверные поверхности, поверхность покрыта пластиком и может быть окрашена в любой цвет в соответствии с требованиями.
Нержавеющая сталь обычно обрабатывается двусторонним волочением.
Стандартная конфигурация девятисекционного профильного шкафа:
- Девятикратная профильная рама
- передняя дверь
- монтажная пластина
- задняя пластина
- верхняя пластина
- боковая пластина
- основание
- обруч
- трехступенчатая оцинкованная опорная плита
- пара перфорированных балок
- трехточечный замок с двумя зубьями для анкерного стержня
- замок с ручкой
- оцинкованная квадратная трубка для двери шкафа
- ребра жесткости
- полиуретан прокладка из клееного пенопласта
Обычно этот профиль не нужно изготавливать в самом цехе листового проката, его можно купить.
В особых случаях производители листового металла также могут гнуть собственные профили.
Как сгибать девятисложный профиль
Ниже приведены два метода гибки девятисложного профиля.
Первый метод
Шаг 1
Шаг 2
Шаг 3
Шаг 4
Шаг 5
9000
000
0009
Шаг 8
Шаг 9
Второй метод
Шаг 1
Шаг 2
Шаг 3
0009000 9000 9000 9000 9000 9000 9000 9000
0009
Шаг 6
Шаг 7
Шаг 8
Шаг 9
Шаг 10
Шаг 11
Что такое профилегибочный станок? Опыт компании Comac в области производства и продаж, профильных и трубогибочных станков, угловых валков — производство и продажа прокатных станков — продажа бывших в употреблении станков
Профилегибочный станок — это станок для холодной гибки профилей различной формы и размеров.Обычно станок используется в области металлообработки для гибки профилей, таких как трубы, прутки, уголки, Т-образные профили, U-образные профили и балки.
Наиболее важной частью станка являются валки (обычно 3), которые прикладывают к профилю комбинацию сил, результирующая которых определяет деформацию в направлении, перпендикулярном оси самого профиля. Различают профилегибочные станки:
• Принцип работы / конфигурация
• Drive
• Размеры
• Control
• Аксессуары
Рабочие фазы профилегибочного станка можно обозначить как:
1.Нагрузка сгибаемой детали: на этом этапе профиль вставляется между валками. При необходимости деталь может поддерживаться и не подвергается деформационным напряжениям.
2. Движение валков для достижения положения зажима: на этом этапе профиль блокируется между валками и может перемещаться вперед и назад, вращая валки. Оказываемое давление ниже, чем необходимое для деформации профиля.
3. Рабочая фаза: в этой фазе давление увеличивается и происходит деформация профиля за счет перемещения профиля и перемещения валков.
4. Разгрузка профиля: устраняется давление на профиль и увеличивается расстояние между валками, так что профиль может быть извлечен из станка.
Принцип работы имеет прямое влияние на все фазы, но в основном на вторую и третью. Понятно, что для загрузки профиля на станок должно быть достаточное расстояние между валками. Также ясно, что для того, чтобы заблокировать профиль между валками и оказать давление, необходимо уменьшить это расстояние.Один или несколько бочек должны быть способны двигаться по отношению к другим.
Машины можно разделить, учитывая возможности движения валков:
• Машины двойного зажима
• Пирамидальные машины
• Стиль с одним зажимом
В профилегибочных машинах с двойным прижимом верхний валок имеет фиксированное положение, а два нижних имеют возможность перемещаться и могут перемещаться независимо друг от друга.Этот тип станка является наиболее универсальным и, следовательно, позволяет добиться лучших характеристик. Возможность независимого перемещения нижних валков позволяет наилучшим образом управлять операциями зажима и гибки, позволяя работать симметрично и асимметрично.
В гибочных машинах пирамидального профиля нижние валки имеют фиксированное положение, а верхний может перемещаться вниз.С такой машиной можно работать только симметрично.
В валках с одним прижимным углом может двигаться только один из нижних валков. С таким профилегибочным станком можно работать только асимметрично.
Преимущества и недостатки различных конфигураций профилегибочных машин
Основными аспектами, которые необходимо учитывать при определении преимуществ одной конфигурации профилегибочного станка по сравнению с другой, являются:
• Производственные затраты: трубогибочная машина с двойным зажимом — самая дорогая из всех построенных, поскольку в ней больше подвижных частей и, следовательно, больше компонентов.Станки для гибки профилей пирамидальной формы и однопозиционного типа имеют более или менее одинаковую производственную стоимость.
• Гибкость: угловые валки с двойным зажимом являются наиболее гибкими. Во время работы можно поддерживать стабильное положение профиля со стороны загрузки машины и использовать только валок с противоположной стороны для сгибания профиля. Таким образом можно работать и на секционных гибочных станках с одинарным зажимом, но не на станках пирамидальной формы.
• Возможность выполнить предварительную гибку на концах профиля: профильные станки с двойным зажимом могут выполнять предварительную гибку на обоих концах профиля, в то время как для получения того же результата на угловых валках с одинарным зажимом это необходимо. необходимо вынуть деталь из машины, повернуть и снова вставить с противоположного конца. На машинах для гибки профиля пирамидальной формы предварительная гибка профиля невозможна.
Гнутые профили из нержавеющей стали
Конструкционные профили обычно доступны в виде стержней длиной 6 метров.Для индивидуального применения их разрезают на нужную длину и устанавливают.
Часто в проекте запрашивается гнутых профилей , которые адаптируются к формам применения. В общем, есть два способа реализовать это. Узнайте больше об этом.
Гибка круглых труб
Гибочные трубы используются во многих отраслях промышленности; они используются в автомобилестроении , химическом , воздушном движении , строительстве и пищевых продуктах и напитках промышленности как элементов машин или трубопроводов для различных сред.
По сравнению с другими, гнутые профили составляют большую часть группы. В зависимости от требований к радиусу изгиба , точности размеров и точности используются разные методы с различными станками.
- Очень распространенной является процедура изгиба на оправке , которая допускает узких радиусов , и благодаря штабелирующей оправке труба не деформируется в поперечном сечении
- Для больших радиусов часто используется метод гибки колец (также называемый 3-валковая гибка )
Существуют и другие технологии, при которых трубы изгибаются в теплых условиях, тогда как вышеупомянутое при комнатной температуре случается.
Гибка открытых профилей
Открытые профили, такие как балок , Т-образных профилей, U-образные профили ( каналов ), уголков из нержавеющей стали , также изгибаются до определенного радиуса. Как и версия из углеродистой стали, конструкционные секции из нержавеющей стали также устанавливаются в строительном секторе и в области архитектуры . Кроме того, также для химической , фармацевтической , нефтехимической промышленности , а также для сельского хозяйства и всех применений, где требуется коррозионная стойкость , необходимы гнутые профили.Например, к этой группе относятся подконструкции или усиления для танков , башни или эстакады и опоры для мостов у моря.
Профилегибочные станки
Из-за размеров профиля и радиуса для гибки конструктивных профилей в основном используются станки для гибки колец .
Эти машины обычно оснащены трехвалковой системой. Гибочные валки имеют особую твердость поверхности и адаптированы к индивидуальной геометрии.Большинство производителей станков предлагают дополнительные компоненты, а также контроллер с ЧПУ для более высокой точности гибки .
Мощность машины — важный фактор. Открытые профили — за исключением равных углов опор — имеют сильную ось и слабую ось с различным модулем упругости сечения , который имеет отношение к необходимой прочности на изгиб.
В качестве примера можно увидеть балку HEB 200 . Эта балка имеет модуль сечения 200,1 см 3 на более слабой оси.Если предполагается изгибать его на более прочной оси, модуль упругости сечения составляет 620 см 3 . Это в три раза больше, поэтому гибочный станок должен обеспечивать соответствующую мощность.
Гибка профилей из горячекатаной нержавеющей стали с лазерным наплавлением
Когда дело доходит до гибки профилей, часто возникают вопросы от пользователя. В случае горячекатаного профиля сомнения в целесообразности быстро снимаются. Однако при сварке соответственно профилей , сваренных лазерной сваркой, необходимо гнуть, сомнения в приемлемости изгиба остаются немного дольше.
Не все профили и размеры доступны в горячекатаном исполнении. Однако это не является ограничением, поскольку сварные с помощью лазерной сварки профили идеально подходят для гибки . Есть только одно условие: сварной шов должен быть проплавлен полностью .
В Montanstahl мы свариваем все открытые профили с толщиной стенки до 20-25 мм с полным проваром (таким образом, перекрывается балка HEB 1000 с толщиной стенки 19 мм).
Экономическая эффективность процесса гибки профилей из нержавеющей стали
Гибка профилей из нержавеющей стали на самом деле не является дорогостоящим процессом.Из-за стоимости материала установка стоит , а время гибки относительно невелико в цене профиля.
К сожалению, у этого метода есть и обратная сторона: из-за процесса гибки не может быть изогнут весь стержень длины . В зависимости от радиуса и сечения профиля часть концов стержня не гнута. Эта часть может иметь длину до 1500 миллиметров на каждую сторону.
Этот аспект не следует недооценивать, говоря о стоимости для нержавеющей стали , поскольку это увеличивает общую стоимость гнутого профиля.
3D-лазерная сварка, альтернатива гибке профилей из нержавеющей стали
Некоторые профили из нержавеющей стали нельзя гнуть. Причиной этого может быть сложность секции , децентрализованный центр масс или риск непоправимой деформации профиля.
Очень эффективная альтернатива гибке специальных профилей — это 3D-лазерная сварка . Стальные полосы загибают по слабой оси, те, что гнуты по сильной оси, вырезают уже закругленными из листа.Затем профиль прошивается и сваривается с помощью 3D-лазерного робота.
Лазерный робот — это 5-осевой робот с ЧПУ, который выполняет сварку точно в нужном месте, независимо от того, является ли это линейным или гнутым соединением. Это гарантирует глубокий провар при небольшом искажении и высокий уровень точности .
При использовании этого метода никого не заставляют производить лишнюю длину, которая впоследствии должна быть утилизирована.Еще одно преимущество состоит в том, что не происходит деформационного упрочнения нержавеющей стали из-за холодной штамповки процесса гибки.
Если вам нужен гнутый профиль из нержавеющей стали , тогда свяжитесь с нами. Мы рады Вам помочь!
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}}
{{addToCollection.description.length}} / 500
{{l10n_strings.TAGS}}
{{$ item}}
{{l10n_strings.PRODUCTS}}
{{l10n_strings.DRAG_TEXT}}
{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}}
{{$ select.selected.display}}
{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}
{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}}
{{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}}
{{l10n_strings.CREATE_A_COLLECTION_ERROR}}
Как спроектировать изогнутые алюминиевые профили
Производство
В процессе экструзии используется пластичность алюминия — уникальное свойство, которое гарантирует, что алюминиевые профили очень хорошо изгибаются.Но не для всех профилей. Что нужно знать при проектировании изогнутых алюминиевых профилей?
Мы используем изогнутые алюминиевые профили в архитектуре, строительстве, транспорте и машиностроении, а также в потребительских товарах, таких как детские коляски, осветительные приборы и дома на колесах. Возможность интегрировать такие профили в конструкцию дает дизайнеру больше свободы при проектировании.
Тем не менее, перед проектированием изогнутых алюминиевых профилей необходимо знать кое-что.
Сплав и условия влияют на изгиб
Давайте начнем с рассмотрения алюминиевых сплавов серии 6ххх.
Сплавы этой серии часто выбирают для гнутых алюминиевых профилей из-за хорошего соотношения прочности и деформируемости. Однако вы должны понимать, что сплавы с более высокой прочностью, такие как EN AW-6082, труднее формировать.
Термическая обработка также затрудняет изгиб профилей. Следовательно, обычно лучше сгибаться в состоянии T4, а затем дорасти до T6.
Влияние дополнительных функций на конструкцию изгиба и экструзии
Вы также можете добавлять функции в экструдированные алюминиевые профили, такие как защелкивающиеся соединения, винтовые каналы и охлаждающие ребра — вещи, которые могут значительно упростить производство и сборку продукта.
При добавлении таких элементов вы, как дизайнер, должны учитывать, как эти элементы влияют на изгиб.
Например, поскольку толщина различных частей экструзии влияет на изгибаемость секции, одинаковая толщина стенки дает преимущества как при экструзии, так и при гибке.То же самое и с симметрией: создавая профиль, вы должны попытаться добиться максимальной симметрии в профиле.
Профили с толщиной стенки от 2 до 15 мм можно гнуть, а радиус изгиба составляет 300 мм. Это возможно. Но варианты гибки различаются в зависимости от профиля, и их нужно рассматривать отдельно.
Анодирование и порошковое покрытие только после гибки
Изогнутые алюминиевые профили также могут выполнять эстетическую функцию. Степень отделки и возможные обработки поверхности могут повлиять на выбор процесса и использование специальных инструментов.
Анодировать или наносить порошковое покрытие на профили рекомендуется только после гибки, поскольку во время гибки в слое анодирования или порошкового покрытия могут возникнуть небольшие микротрещины.
Различия между наиболее распространенными процессами гибки
Наиболее распространенными процессами гибки алюминиевых профилей являются гибка в рулонах, гибка с растяжением и гибка на оправке. Выбранный вами процесс должен зависеть от типа проектируемого профиля, а также от его применения и производственных номеров.
- Валковая гибка. Во многих случаях это наиболее гибкий и экономичный метод. Профиль направляется по трем регулируемым роликам, а затем шаг за шагом контролируемым образом изгибается до желаемого радиуса. Валковая гибка идеально подходит для профилей со сложным поперечным сечением и различным радиусом. Ролики предназначены для определенного типа профиля, поэтому они идеально направляют и поддерживают профиль.
- Гибка с растяжением. При этом профиль плотно зажимается с обоих концов. Машина растягивает профиль, затем протягивает его вокруг формы для гибки. Благодаря постоянному натяжению деформация поперечного сечения сведена к минимуму. Этот метод подходит для профилей с высокими требованиями к качеству поверхности. Стоимость пресс-формы для гибки для этого процесса относительно высока, что делает этот процесс интересным для более крупных производств.
- Гибка оправки. При изгибе относительно тонкостенного профиля на очень малый радиус увеличивается риск появления трещин и вздутия. Чтобы этого не произошло, профиль можно согнуть с помощью изгиба на оправке. Гибка на оправке выполняется точно, быстро и с неизменно высоким качеством. Подходит для средних и крупных серий.
Хотите узнать больше?
5 Методы гибки и растяжения для экструзии алюминия
Когда алюминий выдавливается через матрицу, он должен выходить прямо.Разработчики штампов приложили много усилий для достижения этого результата, потому что экструзия изогнутой или скрученной формы бесполезна во многих приложениях. Однако бывают случаи, когда требуется изогнутая или закругленная алюминиевая экструзия. Один пример — это орудия для лодки, другой — компоненты рамы прицепа. Клиенты иногда спрашивают, можем ли мы гнуть алюминиевый профиль: обычно наш ответ — это какой-то вариант: «Это зависит».
Гибка экструдированного алюминия сопряжена с множеством проблем. Здесь мы объясним, почему это нелегко, и познакомим с пятью методами, как это сделать.Если вы дизайнер, который хочет знать, каких радиусов мы можем достичь на различных участках, вы найдете здесь кое-что из того, что вам нужно, но мы рекомендуем вам связаться с нами для более подробного обсуждения.
Свойства и состав алюминия
Алюминий обычно довольно мягкий и пластичный. Это упрощает работу, но не очень полезно для большинства приложений. Чтобы преодолеть это, он сплавлен с другими элементами. Эти алюминиевые сплавы производятся различных марок, называемых «серийными».Есть 1000 серий, 2000 и так далее, до 7000.
Каждая серия имеет немного другой состав и, следовательно, разные свойства. Кроме того, для термообработки подходят сплавы серий 2000, 6000 и 7000. Это увеличивает их прочность при одновременном снижении пластичности.
Большинство алюминиевых профилей относится к серии 6000. Помимо высокой пластичности, он обладает хорошей прочностью и устойчивостью к коррозии. Термическая обработка затрудняет изгиб сплава, поэтому, как правило, это лучше делать после придания окончательной формы.
Соображения по геометрии
Гибка сжимает внутреннюю сторону и растягивает внешнюю. При изгибе тонкой полосы в направлении ее толщины (а не ее ширины) разница в радиусе изгиба достаточно мала, поэтому растягивающие и сжимающие силы невелики. По мере того, как заготовка становится толще, проблемы возрастают.
В качестве примера трудности рассмотрим изгиб двутавровой балки того типа, который обычно используется в трейлерах и архитектурных приложениях.Для начала согнем его в направлении верхнего и нижнего фланцев. В этом случае центральная перемычка легко изгибается, но по мере изгиба внутренних и внешних кромок фланцев на разные радиусы они испытывают большее растяжение и сжатие. Напряжение истончает металл, а сжатие может вызвать коробление.
Теперь, если мы согнем двутавровую балку в направлении полотна, проблемы умножатся. Разные радиусы имеют не только верхний и нижний фланцы, но и верхняя и нижняя части стенки.
Ключ к успешной гибке — это контроль движения каждого элемента экструзии.Это намного проще, когда экструзия симметрична, при условии, что ось симметрии совмещена с радиусом изгиба. Асимметричные профили чрезвычайно сложно согнуть без значительных искажений.
Экструзия полого профиля создает еще одну проблему: при отсутствии поддержки металл при сжатии имеет тенденцию изгибаться внутрь. В некоторой степени это можно преодолеть, если заполнить внутреннюю полость чем-то, что сопротивляется продольному изгибу, но это значительно усложняет изгиб.В качестве альтернативы можно сделать стены более толстыми, увеличить внутренние радиусы и, если возможно, добавить внутренние ребра жесткости.
Методы гибки алюминиевых профилей
В отличие от гибки листового металла на листогибочном прессе, при гибке прессованием целью является создание кривизны. Для этого экструдированный участок наматывают на матрицу. Обычно требуется некоторый перегиб, потому что экструзия демонстрирует некоторую степень упругости. Пять наиболее распространенных методов гибки и экструзии:
Плунжерная / нажимная гибка
В этом методе полукруглый плунжер прижимается к экструдированной секции.С обеих сторон пресс-плашки поддерживают секцию, поворачиваясь, когда она оборачивается вокруг плунжера. Плунжер имеет форму зеркального отражения профиля внешнего сечения, как и штампы давления. Несколько изгибов можно расположить близко друг к другу, хотя за один раз выполняется только один. Наименьший достижимый радиус изгиба примерно в четыре раза больше диаметра секции (или описанной окружности).
Ротационная гибка с вытяжкой
Этот метод позволяет получить очень малый радиус изгиба — примерно такой же, как диаметр сечения.Гибочная матрица имеет круглую форму с зеркалом внешнего профиля сечения примерно на 270 ° поверхности. Секция прижимается к этой матрице и удерживается на месте прижимной матрицей. Гибочная матрица вращается, охватывая секцию вокруг себя. Точные углы изгиба достигаются за счет управления вращением матрицы.
Трехвалковая гибка
Это метод, который мы используем в Wiley. Как и при изгибе с помощью плунжера / толкания, секция поддерживается в двух местах, а матрица опускается между ними.Отличие заключается в том, что цилиндр и пресс-плашки заменяют ролики. Имея форму, соответствующую секции, они вращаются, протягивая секцию насквозь и создавая большой радиус. При гибке валков можно даже получить полные круги. Его часто используют для придания формы большим сечениям в архитектурных или строительных приложениях.
Компрессионная гибка
Здесь экструзия прижимается к боковой стороне неподвижного плунжера, имеющего зеркальный профиль вокруг дуги 180 °.Затем пресс-форма оборачивает экструзию вокруг плунжера. Минимальный радиус примерно в три раза больше диаметра экструзии или описываемой окружности. Гибка под давлением часто выполняется на станках с двумя головками для изготовления форм с симметричными изгибами на каждом конце.
Растяжка
Этот метод используется для деталей с большим радиусом изгиба. Это влечет за собой зажатие обоих концов экструзии для удержания ее в напряжении (растяжении). Затем закругленная матрица прижимается к средней точке экструзии для создания изгиба.Благодаря натяжению сохраняется контроль над общей длиной, имеется небольшая маркировка на поверхности и хорошая повторяемость угла изгиба.
Если вам нужно согнуть алюминиевый профиль, свяжитесь с нами
При правильной настройке экструзионный пресс производит прямые отрезки экструдированного профиля. Это то, в чем нуждаются многие приложения, например, рамы машин. Однако в некоторых ситуациях желательно указать радиус в сечении. Алюминиевые экструзии серии 6000 обладают хорошей формуемостью и, в зависимости от геометрии, могут изгибаться различными способами.Однако это непросто. Если вы проектируете с помощью экструзии и хотите добавить изгибы, мы рекомендуем вам позвонить или написать по электронной почте, чтобы обсудить конкретные детали. Это может сэкономить много времени и даже улучшить ваш дизайн.
HĪ или LŌ? Как гнутся валы Red Range Правила
Каждая установка вала сводится к решению проблем, которые мешают игрокам в гольф работать наилучшим образом. Роль слесаря-монтажника клуба — понять, что это за проблемы, что их вызывает, и, что наиболее важно, применить решение, которое их устраняет.
При создании линейки Red нашей целью было создание надежного предложения приводных валов, которое предоставило бы монтажникам идеальные решения для своих клиентов, которые ищут максимальную производительность. И для этого мы разработали валы Red Range, которые сильно отличаются от других валов, представленных на рынке.
В этой статье мы расскажем, почему так важны гибочные профили, а также о нашем особом подходе к гибким профилям.
Почему важны профили изгиба
Рукоять для гольфа несколько раз изгибается во время поворота, и это хорошо для игроков в гольф.Изгиб стержня позволяет игрокам в гольф увеличивать скорость замаха, накапливая, а затем высвобождая энергию в мяч для гольфа. Если вы когда-либо использовали тренажер, например Orange Whip, вы ощущали крайнюю версию этого явления.
Способ изгиба рукояти для гольфа известен как «профиль изгиба». Важно отметить, что, хотя профиль изгиба является одним из наиболее важных параметров вала, он играет второстепенную роль в производительности. Именно игрок в гольф, а не древко играет самую важную роль в поведении шахты во время замаха.
Назначение стержня и его профиля изгиба — побудить или отговорить игрока в гольф перемещать клюшку определенным образом. А поскольку существует так много разных типов гольфистов с таким большим количеством различных типов качелей для гольфа, массовые производители валов потратили десятилетия на разработку бесчисленных профилей изгиба, пытаясь «подобрать» гольфистов с правильным валом для них.
Этот подход благонамерен, но наше исследование ставит под сомнение его ценность. Это похоже на то, как бегуны подбирают размер стопы под размер обуви.Недостаток такого подхода в том, что он фокусируется в основном на «хорошей посадке» обуви, а не на том, насколько быстро она позволяет бегуну бегать.
В TPT мы считаем, что найти подходящую посадку недостаточно, чтобы оправдать покупку нового вала; игрокам в гольф следует требовать рукоятку, которая поможет им вывести свои игры на новый уровень. И повел нас в другом направлении.
Почему больше профилей гибки не обязательно лучше
Есть две основные проблемы, связанные с попыткой подобрать гольфистов для определенных профилей изгиба.
1. Даже лучшие гольфисты мира не могут идеально повторить свой замах. Каждый их замах имеет хотя бы небольшие отличия от предыдущего.
2. Многие игроки в гольф используют специальные удары, в которых они намеренно намерены сделать другой удар. Подумайте о ничьей, затухании, стингере и т. Д., Которые вы регулярно видите в репортажах о профессиональном гольфе.
Понимая, что создание профиля изгиба для каждого типа гольфистов и ударов в гольф невозможно или даже нежелательно, мы решили сосредоточиться на создании строгого ряда стержней для гольфа с целенаправленными постепенными различиями в конструкции.Такой подход позволяет монтажникам вносить отдельные изменения во время фитинга, чтобы выявить наиболее важные характеристики вала; не только профиль изгиба, но и изгиб, крутящий момент и вес.
Еще один момент, который следует учитывать в связи с подходом к согласованию профиля изгиба с игроком, — это способ изготовления обычных стержней для гольфа. Массовые производители используют так называемый метод рулонной упаковки для изготовления графитовых валов. С помощью этого ручного процесса невозможно из-за человеческой ошибки сделать два вала, которые будут одинаково работать и работать одинаково.Мы рассмотрим эту и другие темы в этой статье .
Наш подход к гибке профилей
Приводные валы
Red Range в настоящее время доступны в 14 различных моделях. На графике ниже показано, как ассортимент разделен на восемь серий валов: версии Hī и Lō наших серий 14-19, а также отдельные предложения серий 20 и 21. Каждая серия валов в рамках Red Range нацелена на определенную категорию игроков в гольф. Для каждой серии валов 14-19 мы предлагаем два профиля гибки: Hī и Lō.
.
Leave a Comment