Как согнуть трубу без трубогиба для навеса: Как согнуть трубу без трубогиба для навеса
Содержание
Страница не найдена •
Дренаж
Не возможно представить дачу или загородный дом, где отсутствует водоснабжение. При отсутствии рядом с
Пластиковые канализационные трубы
Труба НПВХ (PVC-U) изготавливается из непластифицированного поливинилхлорида методом непрерывной экструзии. Полиэтиленовая (ПНД) продукция уступает этим
Кран
Капающая вода из смесителя доставляет немало хлопот хозяевам, помимо постоянного льющегося звука значительно возрастают
Выгребная яма
Возможность подведения централизованной канализации есть далеко не везде. В таких случаях необходимо организовать автономную
В таких случаях необходимо организовать автономную
Септик
Разные виды выгребных колодцев, стоков и других аналогичных устройств используются с разными целями. Серебристый
Канализационные трубы
Продукция Синикон выпускается совместной итало-российской компанией с 1996 года. Труба Синикон – какие бывают
Страница не найдена •
Септик
Приезжая в загородный дом или на дачу, хочется находиться в комфортных условиях. Современную жизнь
Современную жизнь
Наружная канализация
Технологией любого строительства предусматривается последовательное проведение работ. При этом производится контроль: Входной – проверяется
Наружная канализация
При обустройстве автономного водоснабжения участка специалисты настоятельно рекомендуют устанавливать фильтр для очистки воды из
Выгребная яма
Сточные резервуары по конструкции делятся на закрытые и открытые. Выгребная яма без дна представляет
Выгребная яма без дна представляет
Септик
Для оборудования полноценной сточной системы частного загородного дома обязательно требуется оборудование емкости, в которую
Выгребная яма
Для нормальной работы канализационной системы частного дома крайне важен размер сточного резервуара. Расчет выгребной
Расчет выгребной
Страница не найдена •
Септик
Многие жители мегаполисов хотели бы проводить летнее время на даче, а то и вовсе
Дренаж
Дренажная система необходима для обеспечения осушения участка. Чтобы ее организовать должным образом нужно обладать
Монтаж труб
Для систем канализации и водоснабжения часто используются прочные и доступные ПЭ трубы. Чтобы подключить
Чтобы подключить
Кран
При ремонте ванной комнаты необходимо выбрать не только отделку и сантехнику, но и смеситель
Наружная канализация
Канализационная сеть включает в себя две подсистемы: внутридомовую и внешнюю, то есть ту, которая
Дренаж
На дачном участке очень важно оснастить практичную и эффективную осушительную систему. Дренаж на даче
Дренаж на даче
размеры чертежеЙ, как согнуть трубу для каркаса, как сварить своими руками
Вопрос возведения навесов всегда будет актуальным для владельцев частных домов. Сложно найти более подходящий материал для строительства, чем профильные металлические трубы. Каркас будет устойчивым, но легким, его можно сделать как стационарным, так и разборным.
Профильные металлические трубы квадратного или прямоугольного сечения обладают хорошей жесткостью и практически не подвержены деформации, а ровные стороны облегчают процесс подгонки и обеспечивают большую площадь сварочного шва. Промышленность выпускает профильные трубы, изготовленные тремя способами:
- Холодной прокатки.
- Горячей прокатки.
- Сварные.
Толщина стенки — от одного до пятнадцати миллиметров, наружное сечение — от десяти миллиметров.
Конфигурация профильных труб, используемых в конструкции навеса
Совет. Для строительства навеса желательно использовать сварные и холодной прокатки профильные трубы.

Несмотря на простоту конструкции, для строительства потребуется чертеж навеса из профильной трубы с расчетами нагрузки. Конструктивно навес состоит из следующих элементов:
- Вертикальные стойки.
- Фермы.
- Обрешетка.
- Кровля.
- Фундамент.
Детали конструкции навеса из профильной трубы с односкатной крышей
Варианты фундамента для вертикальных стоек из профиля
Установить вертикальные стойки можно несколькими способами:
1. Выкапывается яма глубиной 50-60 см и размером 40×40 см. На дно ямы укладывается щебень или мелкий камень. Нижний конец стойки обрабатывается антикоррозийной краской. Стойка устанавливается в вертикальное положение, фиксируется подпорками, яма заполняется бетоном.
Самый простой пример бетонирования стойки, но его нельзя назвать самым практичным
2. Подготовленную яму заполняют бетоном и устанавливают закладную деталь, к которой впоследствии приваривается вертикальная стойка.
Фундамент в разрезе с закладной деталью. Вертикальная стойка устанавливается и приваривается к закладной, при необходимости усиливается приваренными косынками.
3. Производятся действия, аналогичные второму пункту, только вместо закладной детали устанавливаются анкерные болты.
Использование анкерных болтов позволяет выровнять стойку при монтаже регулировкой затяжки гаек и подкладкой металлических пластин различной толщины
На заметку. Горизонтальные обвязывающие трубы, на которые будут устанавливаться фермы, монтируются по длинным сторонам навеса, при необходимости могут быть усилены укосами, изготовленными из профиля.
Изготовление ферм из профильной трубы и монтаж
Формы крыш для навесов в основном разнообразием не отличаются, хотя бывает, что встречаются эксклюзивные экземпляры. В основном это односкатные, двухскатные и арочные конструкции, для покрытия которых чаще всего применяют:
- Поликарбонат.

- Металлочерепицу.
- Оцинкованный профнастил.

Изготовить фермы удобнее всего на земле, а потом готовые приварить к стойкам. Тем более что изготовленная первая ферма будет использоваться в качестве шаблона, что значительно ускорит сборку последующих. Наглядные примеры разъяснят, как правильно сварить ферму для навеса.
Конструкция фермы, которая используется в основном для односкатных и двухскатных навесов из профильной трубы
Ферма, собранная из двух элементов (смотреть фото 6) для двухскатной крыши
Виды ферм, чаще всего используемые при строительстве навесов, способные выдержать любую снеговую нагрузку
Если с фермами для таких обычных крыш более или менее все ясно, то при изготовлении фермы арочного типа возникает технический вопрос: как согнуть трубу без трубогиба для навеса с покрытием из поликарбоната.
Изготовление арочной фермы
Изогнуть трубу с квадратным сечением будет тяжелее, чем профиль, имеющий форму прямоугольника. Изгибать следует широкую сторону.
Изгибать следует широкую сторону.
Направление изгиба прямоугольной трубы
Существует несколько способов изгиба профильной трубы без трубогиба и нагрева:
1. Потребуется изготовить несложный инструмент: к отрезку трубы большего диаметра приваривается полутораметровая ручка, надевается на трубу, которую следует изогнуть. Последовательно подгибают заготовку, перемещая самодельный трубогиб.
Самый простой, но действенный способ изгиба профильной трубы
2. Если требуется произвести изгиб большого радиуса, то можно к нижней ровной части фермы приварить вертикальные стойки. Начиная с одного края, последовательно надо подгибать руками верхний профиль и приваривать к верхним концам стоек.
Изготовление арочной фермы с небольшим изгибом для навеса
3. Изогнуть профильную трубу можно, используя шаблон, изготовленный из деревянных досок и круглых кольев, изгибая и фиксируя кольями профиль.
Стенд для изгиба дуги из прямоугольной трубы моно изготовить самостоятельно
Совет.
 Конструкцию дугообразной фермы следует выбирать с учетом проекта и доступности способа изготовления. В принципе, изогнуть необходимую заготовку можно в любой слесарной мастерской, где есть трубогибочный станок, а фермы — сварить самим.
Конструкцию дугообразной фермы следует выбирать с учетом проекта и доступности способа изготовления. В принципе, изогнуть необходимую заготовку можно в любой слесарной мастерской, где есть трубогибочный станок, а фермы — сварить самим.Монтаж ферм навеса
Очень важно установить правильно крайние фермы, так как именно от них будет зависеть установка последующих, поэтому крепить следует изначально на прихватки, тщательно проверяя установочные размеры. После фиксации крайних элементов следует натянуть шпагат по краям и середине. Так как фермы имеют одинаковый размер, монтаж производится с ориентировкой на натянутый шпагат. Отклонения по плоскости ската не должны составлять более 2 мм.
Схема каркаса двухскатного навеса
К установленным фермам приваривается обрешетка из профильной квадратной трубы (можно использовать меньший размер). Если навес из профтрубы накрывается профнастилом, то листы нужно заказывать в соответствии с шириной ската, чтобы избежать лишних стыков. При покрытии навеса металлочерепицей рассчитать размеры установки обрешетки надо таким образом, чтобы стыки листов лежали на обрешетке.
При покрытии навеса металлочерепицей рассчитать размеры установки обрешетки надо таким образом, чтобы стыки листов лежали на обрешетке.
Важно. После сборки каркаса и окончательной проверки все швы стыков провариваются и зачищаются. Готовый каркас навеса грунтуют и окрашивают антикоррозийной краской.
Покрытие навеса профнастилом или металлочерепицей
Технология крепления профнастила и металлочерепицы практически одинаковая. Необходимый инструмент для работы:
- Шуруповерт.
- Насадка под шестигранную головку саморезов.
- Ножницы по металлу.
- Болгарка.
- Саморезы.
- Шпагат.
Саморезы с резиновой уплотнительной шайбой. Острый конец выполнен в форме сверла, что позволяет без дополнительного сверления закручивать их в металл толщиной 2 мм.
Главное — не ошибиться с установкой первого листа, в этом помогут предварительно натянутые два шпагата, выставленные по вертикали и горизонтали. Тот, кто впервые работает с этими материалами, нередко допускает ошибку, осуществляя крепеж саморезами по технологии крепления шиферных листов. Это является грубой ошибкой.
Тот, кто впервые работает с этими материалами, нередко допускает ошибку, осуществляя крепеж саморезами по технологии крепления шиферных листов. Это является грубой ошибкой.
Правильное закрепление профлиста саморезом — он установлен в нижнюю волну
Два варианта крепления металлочерепицы. Слева — запрещенный способ крепления, справа — правильный.
Примечание. Очень важная деталь: саморезы должны устанавливаться строго перпендикулярно поверхности профильной трубы, так как герметизацию отверстия обеспечивает эластичная шайба, находящаяся под головкой.
Саморез, установленный с отклонением, будет способствовать проникновению влаги из-за неплотного прилегания уплотнительной шайбы
Следует обратить внимание на момент затяжки саморезов. Слабо завернутый саморез будет причиной протекания крыши навеса. Перетянутый приведет к разрушению уплотнительной шайбы, что будет способствовать проникновению влаги.
Внимание! При закручивании саморезов шуруповерт необходимо располагать строго перпендикулярно поверхности крыши.
 Закручивать саморез следует на небольших оборотах, контролируя правильный прижим уплотнительной шайбы.
Закручивать саморез следует на небольших оборотах, контролируя правильный прижим уплотнительной шайбы.Коньковый стык двухскатной крыши накрывают коньковыми элементами, которые можно приобрести на рынке строительных материалов (это относится к покрытию из металлочерепицы) или изготовить самостоятельно из оцинкованного кровельного железа (для покрытия из профнастила).
Как согнуть трубу без трубогиба своими руками, видео
Время от времени в быту приходится деформировать металлические трубы различной конфигурации и длины. Как согнуть трубу без трубогиба, если нет возможности его приобрести, или стационарно установить? Тем не менее, существуют достаточно простые технологические приёмы, позволяющие имеющимися подручными средствами изогнуть металлическую (алюминиевую, медную и даже стальную) трубу своими руками, причём не только круглого поперечного сечения, но даже и профильную.
Почему не стоит получать такие изделия при помощи обычного молотка и наковальни
Чаще всего гибка труб выполняется с целью обеспечения сантехнических коммуникаций или внутренней разводки водопроводной сети в доме. Высокое значение момента сопротивления полого элемента не просто увеличивает усилие, но и сопровождается значительной деформацией внутреннего периметра. Такая труба, возможно, и пропустит через себя поток жидкости, но с огромным гидросопротивлением¸ которое в итоге приведёт к преждевременному разрушению арматуры. Не говорим уже о том, что сам вид такого изделия не может вызывать эстетического удовольствия.
Высокое значение момента сопротивления полого элемента не просто увеличивает усилие, но и сопровождается значительной деформацией внутреннего периметра. Такая труба, возможно, и пропустит через себя поток жидкости, но с огромным гидросопротивлением¸ которое в итоге приведёт к преждевременному разрушению арматуры. Не говорим уже о том, что сам вид такого изделия не может вызывать эстетического удовольствия.
Обычная гибка труб при помощи молотка (либо кувалды – если есть желание согнуть профильную трубу с большим периметром) и наковальни с надлежащим качеством невозможна. Дело в том, что при сосредоточении изгибающей нагрузки по внешней поверхности трубы, внутренний её периметр никаким силовым фактором не уравновешивается. В результате возникают опасные растягивающие напряжения, которые становятся причиной появления многочисленных складок, трещин и гофров.
Таким образом, для качественного результата следует создать в зоне гиба подпирающее усилие, благодаря которому в зоне деформации создастся объёмное напряжённое состояние. Последнее повышает пластичность, и позволяет выполнять деформирование без опасности разрушения.
Последнее повышает пластичность, и позволяет выполнять деформирование без опасности разрушения.
Гибка труб, круглых в плане
При отсутствии трубогиба деформацию можно выполнять двумя методами:
- Механическим, приложением необходимого изгибающего момента;
- Термическим, путём снижения предела текучести материала.
Механические методы, в свою очередь, подразделяются на гибку с применением профилированного инструмента, и с использованием промежуточных рабочих сред.
Для осуществления гибки по контуру вполне пригодны металлические ролики, имеющие канавки под установку резиновых колец. Имея набор из таких роликов, можно обрабатывать трубы широкой номенклатуры. Ролики с квадратными канавками позволят согнуть и профильную трубу.
Схема гибки при помощи рычага-удлинителя
Необходимо отметить, что описанные далее приёмы не потребуются, если предстоит гибка на небольшой (до 15 — 20°) угол, а также при радиусах, более чем в 6 — 10 раз превышающих толщину стенки (меньшие значения касаются более пластичных материалов).
Гибка на жёстком инструменте
Например, медную или алюминиевую трубу диаметром не более 20 — 30 мм можно согнуть на простой оправке, которую можно изготовить из двух толстолистовых полос. Их внешняя конфигурация должна соответствовать требуемому значению радиуса гибки, а расстояние равняться примерно половине внешнего размера изделия. Такую конструкцию легко изготовить своими руками, а затем прикрепить при помощи профильных уголков к верстаку, либо просто зажать в тисках. По периметру сверлится несколько отверстий, в которые вставляются хомуты, фиксирующие противоположный конец. После этого деформация (в буквальном смысле слова) своими руками выполняется достаточно легко.
Ограничением данного метода является то, что габариты инструмента определяются длиной заготовки, поэтому гибка длинных труб потребует значительного свободного пространства. Универсальность способу придаст регулируемое расстояние между смежными полосами, на которые будет опираться обрабатываемая деталь.
Термический способ заключается в том, что подлежащий обработке участок разогревается паяльной лампой до температуры 350 — 400 °С. В результате увеличивается пластичность, что позволяет снизить верхнюю допустимую границу усилий гибки. Прилагаемая деформирующая сила заметно снизится, что даст возможность согнуть своими руками даже толстостенную или профильную трубу. Вместе с тем для стальной трубы качество поверхности ухудшится. Поэтому после обработки придётся применить последующее шлифование или пескоструйную обработку. Алюминиевую или медную трубу большого диаметра часто изгибают именно таким способом.
Гибка с применением промежуточной рабочей среды
Данный метод является одним из наиболее качественных. К тому же, он не имеет ограничений, как по поперечной конфигурации, так и по длине детали. Последовательность реализации процесса следующая:
- В подлежащую гибке заготовку засыпают доверху мелкий (это важно!) песок.
- Нижнюю часть заглушают деревянным чопиком.
- В противоположный торец вливают воду, чтобы увлажнить песок, и повысить его сплошность.
- Заготовку периодически встряхивают, чтобы снизить до минимума пустоты.
- Когда труба полностью заполнена, её заглушают.
- Опирают изделие на толстостенную трубу с подходящими размерами.
- Выполняют изгиб своими руками до требуемой конфигурации, учитывая пружинение (медную или алюминиевую трубу гнут непосредственно «в размер», а стальную – до угла, превышающего необходимое значение на 5 — 7°).
- Выжигают чопики, и тщательно очищают конструкцию.
Можно применять также пружину растяжения, габариты которой соответствуют размерам трубчатой заготовки. Пружину предварительно прикрепляют к прочному пруту, а после окончания процесса извлекают его. Трудность заключается в подборе требуемого диаметра пружины, и в последующем её распрямлении.
Как согнуть профильную трубу в домашних условиях без трубогиба
При строительстве малых архитектурных форм, изготовлении козырьков, навесов, или монтаже систем отопления (водоснабжения), домашние мастера сталкиваются с необходимостью согнуть профтрубу.
При массовом производстве металлоконструкций, особенно в профильных мастерских, используют трубогибы промышленного изготовления.
Такие приспособления позволяют быстро и без дефектов загнуть профтрубу размером от 20 до 40 мм. Однако покупка трубогибочного оборудования для разового применения нерентабельна, в ряде случаев дешевле обратиться в мастерскую и оплатить работу по формовке профиля. Если такой вариант вас не устраивает, рассмотрим способы, как согнуть профильную трубу в домашних условиях.
Особенности формовки труб с квадратным (прямоугольным) сечением
В отличие от круглой трубы, в которой натяжение материала происходит относительно равномерно, профиль имеет углы 90°. Внутренняя часть профиля не может гнуться без деформации боковых стенок.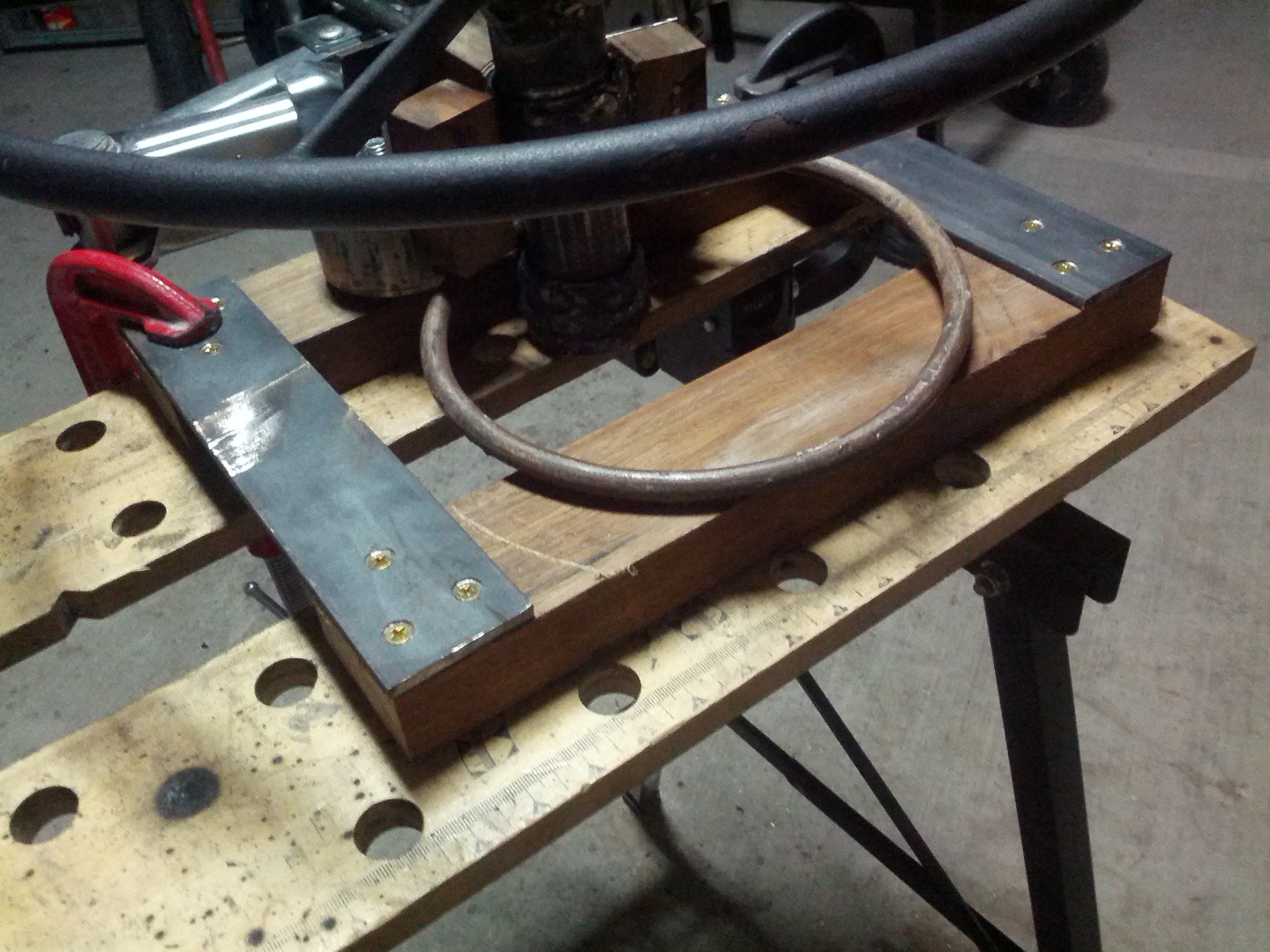 В результате формируются складки на внутреннем радиусе, и возможны разрывы снаружи.
В результате формируются складки на внутреннем радиусе, и возможны разрывы снаружи.
Не вдаваясь в технологию, как согнуть трубу без трубогиба, многие мастера «самоделкины» портят заготовки, либо нарушают прочностную структуру материала.
Основное правило – не допускать критических изгибов, либо принудительно (запрограммировано) деформировать материал.
В промышленных трубогибах, для равномерного распределения нагрузки, формируется выштамповка на внутренней стороне радиуса. Для этого на роликах, либо оправке (в зависимости от конструкции трубогиба), предусмотрен специальный прилив-бортик.
Весь «лишний» металл загибается вовнутрь, не образуя складок. В результате нагрузка распределяется равномерно, и согнуть квадратную трубу можно на достаточно малом радиусе.
Правильно гнем профилированные трубы без дополнительных затрат
Существует множество способов, как согнуть профильную трубу в домашних условиях без использования промышленного трубогиба.
Секторная сварка
Этот способ доступен при наличии сварочного аппарата. Еще понадобится болгарка, но можно обойтись и ножовкой по металлу. Суть метода заключается в проделывании равномерно распределенных секторных разрезов по внутренней стороне.
Количество материала уменьшается, и можно не переживать за образование складок и разрывов металла. После выпиливания секторов, профиль легко принимает заданную форму, а образовавшиеся распилы завариваются любым доступным способом.
Способ трудоемкий, зато можно согнуть трубу на любой радиус, в том числе с переменным значением. Если вы опытный сварщик, герметичность и прочностные характеристики заготовки не ухудшаются.
Единственный недостаток – готовое изделие выглядит не слишком эстетично. Для декоративного козырька над крыльцом методика не подходит, но согнуть профильную трубу для теплицы, построенной своими руками можно. Опять же, требуется наличие сварочного аппарата.
Горячая формовка как способ согнуть трубу без трубогиба
В этом случае потребуется газовая горелка или паяльная лампа. При нагреве металл становится мягким и податливым на растяжение или сжатие. Вероятность образования складок и разрывов практически сводится к нулю.
При нагреве металл становится мягким и податливым на растяжение или сжатие. Вероятность образования складок и разрывов практически сводится к нулю.
Как работает метод:
Основа технологии – локальный нагрев места сгиба с помощью горелки.
Если радиус изгиба небольшой, дополнительных приспособлений и материалов не понадобится, разве что направляющий шаблон. Такой способ подойдет для заготовок небольшой длины.
Для габаритных изделий, особенно с тонкими стенками, потребуются подготовительные операции:
- Полость профтрубы необходимо заполнить песком. Материал предварительно просеивается и прокаливается (например, на стальном листе) при температуре 100°С — 150°С. Если этого не сделать, при нагреве образуется пар и уплотнение песка будет неравномерным. Один конец трубы заглушается герметичной пробкой из дерева, и в полость засыпается подготовленный песок.
Обратите внимание
Заготовку надо держать вертикально, постукивая по металлу, для равномерного заполнения.
Пробка для второго конца выполняется с отверстиями для выхода горячего воздуха. В противном случае, при нагреве пробка будет выдавлена.
- Подготовленная труба закрепляется в тисках, или с помощью струбцин, место сгиба прогревается до малинового цвета металла. После чего производится изгиб. Трубу гнем плавным усилием, без резких движений. Самому такую операцию провести тяжело, лучше работать с помощником.
Обратите внимание
Главный принцип, как правильно согнуть профиль горячим способом – непрерывность процесса на каждом участке.
То есть, помощник постоянно греет участок сгиба, работа не прерывается до получения окончательного результата. Подобный способ позволяет на месте исправлять ошибки, не начиная работу заново.

Затем обработанное место можно облить водой для закаливания. Если нагрузка не заготовку небольшая – можно этого не делать. По окончании формовки, пробки извлекаются с помощью мощного шурупа, либо просто выжигаются газовой горелкой.
Производная от этого способа – изготовление заготовок, которые затем привариваются к длинным пролетам. Этот способ хорош, когда профильная труба слишком габаритная, и заносить свободные концы не позволяет пространство рабочего места.
Этот способ хорош, когда профильная труба слишком габаритная, и заносить свободные концы не позволяет пространство рабочего места.
Да и песка для таких заготовок потребуется немало, не говоря о весе заполненной конструкции. Труба нарезается на куски нужной длины, они сгибаются по одному шаблону, затем конструкция собирается с помощью сварки.
Важно! Общее правило работ с нагревом: сварной шов профильной трубы (при его наличии) должен оставаться сбоку. В противном случае, при нагреве и приложенном усилии, шов может разойтись.
Несмотря на кажущуюся сложность, это самый популярный способ согнуть профильную трубу своими руками. Сварочный аппарат (и опытный сварщик) не требуется, паяльная лампа или газовая горелка есть у многих мастеров, песок и вовсе не дефицитный материал.
Сгибаем профтрубу «на холодную»
Такой способ подходит лишь для профиля небольшого размера, и при работе с большими радиусами. Преимущество – не требуются дополнительные материалы и оборудование. Чтобы согнуть профильную трубу без трубогиба холодным способом, потребуется изготовить шаблон. Он делается своими руками буквально из подножных материалов.
Чтобы согнуть профильную трубу без трубогиба холодным способом, потребуется изготовить шаблон. Он делается своими руками буквально из подножных материалов.
Главное условие – достаточная прочность шаблона, усилие при работе нешуточное. Если вам необходимо согнуть целую серию одинаковых заготовок, лучше приспособить для этого домкрат либо ручную лебедку.
В зависимости от размещения рабочей зоны, шаблон можно расположить не горизонтально, а вертикально, например, на стене сарая. Так проще контролировать процесс и закреплять механические приспособления.
Если на изготовленном шаблоне имеется надежный фиксатор заготовки, работы можно проводить «в одни руки», без помощника. Кстати, подобные приспособления применяются не только домашними мастерами.
Сменные шаблоны, изготовленные из металла, распространены в мастерских, занятых серийным производством металлических заготовок, так что оборудование можно отнести к разряду полупрофессиональных.
Если у вас нет свободного материала для изготовления полномасштабной формы, можно изготовить шаблон с помощью точечных фиксаторов точек изгиба. Подойдут мощные болты, саморезы, или крюки. Опоры располагаются по начерченному радиусу изгиба на минимально возможном расстоянии друг от друга.
Подойдут мощные болты, саморезы, или крюки. Опоры располагаются по начерченному радиусу изгиба на минимально возможном расстоянии друг от друга.
Разумеется, точки крепления должны быть прочными, им придется выдерживать немалую нагрузку. Преимущество способа: используя одну макетную плоскость (как правило, это многослойная фанера толщиной не менее 12 мм), можно изгибать различные формы заготовки. Достаточно лишь переставить опоры.
При наличии сварочного аппарата, шаблон изготавливается из стального листа (4-6 мм). Такое приспособление пригодится для массового выпуска однотипных деталей. Шаблон более трудоемкий в плане изготовления, зато его прочность и качество выполнения работ позволяет гнуть профтрубу не хуже, чем на промышленных трубогибах.
Кондуктор для изгиба профтрубы
Если вам приходится гнуть заготовки с разным радиусом, нет смысла всякий раз изготавливать шаблоны для одноразового использования. Можно взять прочную и толстую поверхность (сталь от 10 мм, или текстолит), и насверлить в ней отверстия с одинаковым шагом.
Устанавливая в отверстия втулки (или болты), вы сможете оперативно сконфигурировать шаблон для любого радиуса.
Неоспоримое преимущество – универсальность. Недостаток конструкции – качество изгиба значительно хуже, в сравнение с полноформатными шаблонами. Кроме того, изготовление такой конструкции потребует больших усилий и затрат.
Самый простой способ: использование рычага с насадкой
Качество обработки оставляет желать лучшего, зато оперативность и универсальность на высоте.
Чем длиннее рычаг – тем более массивную трубу можно согнуть.
Итог:
Оценив объемы работ по изготовлению заготовок из профильной трубы, мастер имеет возможность выбора: приобретать промышленное оборудование, обратиться в профильную мастерскую, либо создать приспособление самостоятельно.
Последний вариант мы рассмотрели в статье. Это не исчерпывающий список, вы можете самостоятельно разработать станок для сгибания профтрубы под определенные задачи.
Видео — как согнуть для навеса профильную трубу без трубогиба
About sposport
View all posts by sposport
Как согнуть трубу без трубогиба из различных материалов
Автор Монтажник На чтение 9 мин Просмотров 15.3к. Обновлено
В домашнем хозяйстве многие умельцы своими руками делают парники, беседки, навесы для машин, самостоятельно монтируют отопительные, водопроводные и газопроводные магистрали. При этом им приходится иметь дело с трубами разных материалов, сечений и часто решать задачу — как согнуть трубу без трубогиба.
И дело не в экономии финансовых средств (простое ручное приспособление стоит недорого) — стандартный заводской трубогиб не может обеспечить весь широкий диапазон работ с различными длинами, радиусами и материалами, которые используются в бытовом хозяйстве. Поэтому методы сгибания, которые можно применять без использования заводских приспособлений, актуальны и полезны для изучения любым домашним мастером.
Поэтому методы сгибания, которые можно применять без использования заводских приспособлений, актуальны и полезны для изучения любым домашним мастером.
Рис. 1 Вспомогательные элементы для гибки без станка своими руками – шаблоны и пружины
Методы гибки труб в домашних условиях
Способы, как согнуть трубные элементы в домашнем хозяйстве без использования заводских приспособлений, довольно разнообразны, включают в себя физическое и температурное воздействие.
Применение горячего метода
Большинство металлов и сплавов, нагретых до высокой температуры, становятся более пластичным и легче поддаются пластической деформации. К таким материалам относятся: сталь, медь, алюминий, латунь, дюралюминий, алюминиево-железистая бронза. При термообработке становятся хрупкими цинковые сплавы, серый чугун, оловянистая бронза. При этом, чем выше температура нагрева, тем больше пластичность — для стали нагретой до 700ºС. усилие при деформации требуется в 4,5 раза больше, чем для изделий с температурой 1200ºС.
Также все нагретые металлы становится в 25 — 30 раз менее прочными, чем в холодном состоянии — это позволяет легко изгибать заготовки без сильного внутреннего противодействия, получая при этом наименьший радиус изгиба.
При температурном воздействии на металл основной опасностью является пережог — в этом случае при нагреве происходит оплавление металла, в его структуру проникает кислород и образуется хрупкие разрушаемые окислы.
Эффект пережога необратим и является браком, поэтому для исключения данного явления при нагреве следует применять приспособления с известной температурой струи или выдерживать определенное время нахождения нагреваемого участка в пламени.
Рис.2 Гиб своими руками на шаблонах
Используем наполнители — песок и воду
Использование песка или воды, помещенных внутрь заготовки, способствует равномерному распределению усилия по всей поверхности сгиба. Для работы используют мелкозернистый хорошо просушенный сеяный песок без посторонних вкраплений, который помещает во внутреннюю полость и закрывают обычными или жаростойким пробками в случае дальнейшего термического воздействия на трубную заготовку.
Воду редко используют — в жидком состоянии она при давлении выбивает пробки (с песком этого не происходит вследствие большого трения), поэтому ее обычно применяют зимой в замороженном состоянии. О нагреве в этом случае речи идти не может — трубы загибаются физическим воздействием на шаблонах или роликах.
Применение шаблонов
Для того, чтобы придать заготовке требуемую форму, часто используют шаблон. Им может быть любая поверхность, вокруг которой огибают заготовку — круглая труба большого сечения при спиральной намотке, стационарный валик с определенным диаметром, металлические пластины, к которым с усилием прижимают изгибаемую деталь. Для получения сложный криволинейной формы используются шаблоны из ряда саморезов, вкрученных в прочное основание и задающих путь деформируемому криволинейному элементу.
Рис. 3 Как гнут изделие без трубогиба нагревом
Валки
С помощью валков можно сделать самодельный ручной трубогиб рычажного типа, ничем не уступающий заводским образцам, при работе приспособления под воздействием рычага происходит огибание сферической поверхности валка деталью.
Наибольшей популярностью в бытовом хозяйстве пользуются трубогибочные вальцы, аналогичные промышленным агрегатам. Они состоят из двух вращающихся роликов, между которыми располагается третий на некотором расстоянии от их оси.
При работе заготовка помещается на два крайних ролика и к ней подводится центральной валок, создающий давление на поверхность — в результате происходит изгиб детали. С помощью данного приспособления можно получить достаточно большой равномерный радиус закругления на большом расстоянии, устройство особенно эффективно при создании арочных профилей для различного вида навесов и строительных конструкций.
На устройстве можно изгибать заготовки круглого и прямоугольного сечения, стальные уголки и пластины при конструкции валков с ручьями другого профильного сечения. Устройство способно работать с материалами большого сечения, его максимальный радиус закругления не превышает 3 — 4 трубных диаметров.
Рис. 4 Гибка профильной трубы своими руками на валках
Пружины
Пружины могут использоваться как самостоятельный трубогиб при работе с изделиями малых диаметров из мягких материалов (медь, металлопластик) или вспомогательное устройство, заменяющее промышленный дорн. Пружина может размещаться снаружи или во внутренней полости изделия, обеспечивая при его изгибании равномерное распределение нагрузки по площади места изгиба.
Пружина может размещаться снаружи или во внутренней полости изделия, обеспечивая при его изгибании равномерное распределение нагрузки по площади места изгиба.
Как согнуть трубу без трубогиба — простые способы
Приведенные выше методы эффективно применяют в домашнем хозяйстве как самостоятельно, так и в сочетании с другими способами. При этом для работы с различного вида материалами, формой и сечения профиля, углами изгиба, следует применять различные технологии, обеспечивающие наилучшее качество и производительность.
Рис. 5 Гибка профильной трубы своими руками на самодельном трубогибе
Особенности гибки профильной трубы
Металлопрокат прямоугольного или квадратного сечения является популярным видом строительных материалов в домашнем хозяйстве, широко используется при сооружении перекрытий теплиц, беседок, различного вида навесов для хранения автомобильной техники и домашней утвари. Поэтому сгибание металлопрофиля является одной из актуальных задач в быту и производится следующими способами.
- Легко изогнуть профильную трубу своими руками можно при помощи простого шаблонного приспособления в виде круглого горизонтального или вертикального участка трубопровода. Для проведения операции один конец заготовки жестко фиксируют за шаблоном или просто опирают на поверхность, после чего перемещают заготовку, огибая верх шаблона. Если необходимо получить большой радиус изгибания по всей длине, деталь передвигают вперед и операцию снова повторяют.
- Популярным методом изгибания в хозяйстве и промышленности является использование круглых подвижных валков, вдоль которых огибают или многократно прокатывают заготовку. В быту такие устройства часто делают для получения арочного профиля, изготавливая разнообразные трехвалковые конструкции. Для получения меньшего радиуса закругления можно сделать и механическое ручное устройство с подвижным валком, вокруг которого при помощи длинного рычага огибают металлопрофильную заготовку.
Для получения малых радиусов закруглений также можно использовать песчаный наполнитель в сочетании с нагревом — сталь в этом случае изгибается с более высоким качеством.

Рис. 6 Способ согнуть металлическую трубу в змеевик
Как согнуть нержавеющую или стальную трубу
В домашнем хозяйстве часто требуется изгибать тонкостенную стальную трубу из нержавейки для создания спиральных змеевиков в системах отопления и самогонных аппаратах. Методы, которые используются при сгибании нержавейки, аналогичны общепринятым, при работах наибольшей популярностью пользуется следующие способы.
- Тонкостенную нержавейку при малом радиусе закругления нужно гнуть с применением пружинящих элементов (дорнов), обеспечивающих равномерную нагрузку на поверхность в зоне изгибания, или сыпучих наполнителей.
- Если необходимо изгибать заготовку с большим радиусом закругления, можно использовать универсальный трехвалковый самодельный агрегат или сгибать круглым шаблоном с использованием внутренней пружины.
- Толстостенную трубу из нержавейки лучше всего загибать после нагревания газовой горелкой, аналогичные операции проводят и со стальными толстостенными трубами при малом радиусе загибания.

Рис. 7 Как можно согнуть заготовку из меди
Как согнуть трубы из меди и алюминия
И всех металлических материалов, которые изгибают в домашнем хозяйстве, медь является самым гибким и мягким и не требует приложения больших усилий. Для работы с медными трубами на строительном рынке можно найти специальные пружины, которые устанавливаются на трубную поверхность, после чего изделие легко согнуть вручную. Для изгибания на жестких валках или самодельных трубогибах внутрь мягкой тонкостенной медной заготовки лучше засыпать песок или вставить пружину во избежание неправильный деформации профиля.
Рис. 8 Как гнуть деталь из алюминия
Алюминий относится к более хрупким и менее пластичным материалам, чем медь (у медных сплавов относительно удлинение составляет около 50%, у алюминиевых — не больше 20%), поэтому основным методом деформации толстостенного алюминия в быту является нагрев. Для выполнения этого действия необходимо провести следующие операции:
- Трубную заготовку устанавливают в тиски, участок в точке нагрева смазывают хозяйственным мылом.
- Производят нагрев участка газовой горелкой до тех пор, пока мыльное покрытие не начнет чернеть.
- После этого трубу сгибают с приложением физического усилия на нужный угол.

Рис. 9 Как загнуть трубный металлопластик
Как согнуть металлопластиковую трубу
Металлопластиковая труба любого размера и профильного сечения легко гнется даже руками, если установить большие пальцы рук во внутренний радиус в форме закругления. Основным методом для качественного изгиба металлопластика является использование пружин, которые можно приобрести в торговой сети или изготовить самостоятельно. Главное действие, которое при этом выполняется — вставка пружины внутрь или снаружи заготовки и ее ручная деформация до получения нужной конфигурации изгиба. Для получения сложной формы лучше использовать внутреннюю пружину (наружная будет скользить по поверхности и деталь может проворачиваться) или шаблоны по направлению, обозначенному вкрученными в лист ДСП или ДВП шурупами.
Как согнуть полипропиленовую трубу
Для работы с полипропиленовыми трубами не требуется специальное оборудование или сложные самодельные устройства, достаточно обычного бытового фена. Чтобы получить качественное закругление, поступают следующим способом:
- Насыпают в полость трубы сыпучий материал (песок или искусственный наполнитель), заклеивают ее торцы липкой лентой.
- Закрепляют один конец заготовки и производят нагрев феном в нужной точке, одновременно прилагая физическое усилие по сгибанию.
- На следующем этапе жестко фиксируют деталь, ожидая ее остывания. Для упрощения можно использовать направляющие из винтов, вкрученых в деревянную плиту.
После остывания деталь извлекают, освобождают от липкой ленты и наполнителя.
Рис. 10 Методика сгибания полипропиленовой трубы
Делаем выводы
Основными помощниками при сгибании тонкостенных труб из любых материалов в домашнем хозяйстве является наружные и внутренние пружины, или наполнители из песка, позволяющие равномерно распределить прилагаемое усилие. Если мы гнем стальные трубы трубопроводов с толстыми стенками, при большом радиусе практично использовать трехвалковые самодельные конструкции, а при малом – нагревать профиль газовыми горелками.
Если мы гнем стальные трубы трубопроводов с толстыми стенками, при большом радиусе практично использовать трехвалковые самодельные конструкции, а при малом – нагревать профиль газовыми горелками.
Рис. 11 Как изгибают трубу в домашних условиях
В быту при желании каждый домовладелец может гнуть трубы из различных материалов без применения заводских трубогибов — для этого используются простые пружинные детали или несложные самодельные устройства. Чтобы сделать ручной трубогиб, понадобится сварочный аппарат и некоторые навыки сварщика, во многих случаях незаменимым помощником в проведении работ является паяльная лампа.
Гибочная труба без гибочного станка — самодельный стиль «сделай сам»!
Силачи цирка XIX века гнули сталь голыми руками, чтобы продемонстрировать свою удивительную силу — но вам не нужно быть одетым в купальник с леопардовым принтом, чтобы выполнять простые домашние дела по дому. Большинство людей могут сгибать мягкие металлы, такие как медь и алюминий, голыми руками. Так что в следующий раз, когда вам нужно будет согнуть трубы для проекта, вы можете броситься в строительный магазин за трубогибом или просто потренировать свои мышцы.
Большинство людей могут сгибать мягкие металлы, такие как медь и алюминий, голыми руками. Так что в следующий раз, когда вам нужно будет согнуть трубы для проекта, вы можете броситься в строительный магазин за трубогибом или просто потренировать свои мышцы.
Знакомство с металлами
Есть некоторые ограничения для гибки металлов без использования станка. Естественно, у людей есть свои пределы, и вы, вероятно, сможете гнуть только более мягкие металлы. И алюминий, и медь достаточно мягкие, чтобы их можно было сгибать без особых усилий, но со сплавами, такими как нержавеющая сталь, ситуация станет значительно сложнее. Еще одна вещь, о которой следует помнить, — это тип изгиба, которого вы добьетесь. Более мягкие металлы будут иметь U-образный изгиб, а более твердые — больше похожи на «V».
Инструменты для гибки
Голые руки
Если вам нужен грубый изгиб трубы и ограниченные ресурсы, вы можете просто использовать ее голыми руками. Большинство людей могут сгибать трубы толщиной до дюйма, но если больше, вам могут понадобиться инструменты или дополнительная помощь. Прежде чем сгибать трубу, рекомендуется обернуть ее концы чем-нибудь, чтобы обеспечить дополнительный захват и защитить руки. Кожа — один из лучших материалов для этого вида работ. Просто нарежьте несколько полосок и оберните ими концы планки — вы можете выбрать другие материалы, например, толстую ткань, но они не будут обеспечивать такое же усилие.Затем крепко возьмитесь за концы и выберите наиболее удобное положение для сгибания, например захват сверху со штангой прямо перед собой.
Прежде чем сгибать трубу, рекомендуется обернуть ее концы чем-нибудь, чтобы обеспечить дополнительный захват и защитить руки. Кожа — один из лучших материалов для этого вида работ. Просто нарежьте несколько полосок и оберните ими концы планки — вы можете выбрать другие материалы, например, толстую ткань, но они не будут обеспечивать такое же усилие.Затем крепко возьмитесь за концы и выберите наиболее удобное положение для сгибания, например захват сверху со штангой прямо перед собой.
Кредит изображения: flickr.com
Паяльная лампа
Один из наиболее распространенных способов гибки труб без использования машины — это использование паяльной лампы. Сильный жар концентрируется на той области, которую вы хотите согнуть, что делает ее податливой. Существует несколько способов использования тепла для сгибания труб, которые мы описываем ниже. Прежде чем приступить к какой-либо технике, убедитесь, что вы отметили, где хотите согнуться.Также неплохо создать шаблон изгиба и измерять трубу относительно него по ходу движения. Большинство людей используют дешевый деревянный материал, такой как МДФ, для создания крупномасштабных шаблонов.
Большинство людей используют дешевый деревянный материал, такой как МДФ, для создания крупномасштабных шаблонов.
Тиски
Закрепите трубу в тисках, чтобы она не двигалась. Убедитесь, что по обе стороны от области, которую вы хотите согнуть, достаточно места, чтобы вы могли хорошо удерживать ее при сгибании. С помощью паяльной лампы постоянно нагревайте то место, которое вы хотите согнуть. Не забывайте нагревать всю поверхность, а не только одну сторону трубы, так как это поможет ей равномерно изгибаться.Когда труба раскалится докрасна, осторожно начинайте ее гнуть. Вы можете сделать это руками, но наденьте толстые перчатки, так как труба будет очень горячей. Если у вас возникли проблемы с рычагом, попробуйте использовать гаечный ключ. Или используйте другой кусок трубы в качестве рычага. Если вам все еще трудно сгибать трубу, привяжите кого-нибудь еще, чтобы помочь. Иногда бывает проще, если один человек нагревает трубу, а другой гнет.
Связано: Как гнуть трубу с помощью трубогиба
Пружины изгиба
Пружины гибки — это простые инструменты, которые предотвращают перегиб труб при изгибе. Доступны два типа пружин: внутренние и внешние. Внутренняя пружина вставляется в трубу сразу после ее нагрева. Он поддерживает трубу, когда она изогнута, чтобы она не разрушилась. Точно так же внешние пружины поддерживают трубу снаружи. Они окружают трубу и предотвращают ее распространение при изгибе.
Доступны два типа пружин: внутренние и внешние. Внутренняя пружина вставляется в трубу сразу после ее нагрева. Он поддерживает трубу, когда она изогнута, чтобы она не разрушилась. Точно так же внешние пружины поддерживают трубу снаружи. Они окружают трубу и предотвращают ее распространение при изгибе.
Наружные пружины обычно используются для труб меньшего диаметра, а внутренние пружины — для труб большего диаметра. Хотя они полезны для получения точного и равномерного изгиба, пружины обычно ограничены определенными размерами.Поэтому, если вы изгибаете трубы более чем одного размера, вам придется покупать пружины разных размеров.
Песок
Вы не поверите, но песок — бесценный материал для обеспечения равномерного изгиба. Заблокируйте один конец трубы материалом, например скомканной газетой или тканью. Затем заполните трубу песком — убедитесь, что песок плотно утрамбован. Заблокируйте другой конец трубы, а затем нагрейте место изгиба. Когда он станет докрасна, аккуратно согните его вручную.
Сгибание трубы голыми руками — дешевый и простой способ добиться быстрых результатов, но будьте осторожны, чтобы не пораниться при этом.Если вы чувствуете боль при сгибании, немедленно остановитесь. Кроме того, убедитесь, что вы принимаете надлежащие меры предосторожности при использовании паяльной лампы, такие как использование защитных очков и толстых перчаток. Если вы обнаружите, что вашу трубу трудно гнуть, или если вы приступаете к крупномасштабному проекту, подумайте о приобретении трубогибочного станка.
Руководство по выбору трубогибочных машин: типы, характеристики, применение
Трубогибочные станки используются для гибки труб и изготовления готовых деталей.Трубки представляют собой конструкционные полые трубопроводы, которые используются в качестве трубопроводов для жидкостей и газов в пневматических, гидравлических, медицинских и технологических приложениях. Трубки измеряются по внешнему диаметру и обычно меньше и менее жесткие, чем трубы. Трубы — это сосуды, которые используются в транспортных системах для жидкостей и твердых тел. Как правило, они имеют больший диаметр и измеряются по их внутреннему диаметру независимо от толщины стенки. Оборудование для гибки и изготовления труб используется для выполнения таких операций, как гибка, обжимка, развальцовка и гибка.
Как правило, они имеют больший диаметр и измеряются по их внутреннему диаметру независимо от толщины стенки. Оборудование для гибки и изготовления труб используется для выполнения таких операций, как гибка, обжимка, развальцовка и гибка.
Существует семь основных типов трубогибочных машин, каждый из которых работает по-своему. Как описано ниже, способ работы каждой машины зависит от нескольких характеристик.
Гидравлическое формование труб. Кредит изображения: H&H Tube
Типы
Существует множество различных типов трубогибочных машин.
с числовым программным управлением (ЧПУ) гибочные станки производят изгибы с малым радиусом, изгибы с большим радиусом и эллиптические изгибы — и все это на одной и той же детали.Это сложные машины, которые гарантируют высокий уровень производительности и воспроизводимости. Гибочные станки с ЧПУ используются для создания сложных трубчатых деталей, поскольку они могут автоматически манипулировать трубой и точно позиционировать ее. Они состоят из трех осей и каретки с приводом от серводвигателя, которая автоматически устанавливает расстояние между изгибами и его плоскость. Гибочные станки с ЧПУ не имеют гидравлических или пневматических элементов, что обеспечивает большую повторяемость и производительность. Эти машины используются в нескольких отраслях промышленности, включая автомобилестроение, HVAC, судостроение и железные дороги.Существует три типа осевых гибочных станков с ЧПУ:
Они состоят из трех осей и каретки с приводом от серводвигателя, которая автоматически устанавливает расстояние между изгибами и его плоскость. Гибочные станки с ЧПУ не имеют гидравлических или пневматических элементов, что обеспечивает большую повторяемость и производительность. Эти машины используются в нескольких отраслях промышленности, включая автомобилестроение, HVAC, судостроение и железные дороги.Существует три типа осевых гибочных станков с ЧПУ:
Vector трубогибочные станки для гибки труб бывают различных моделей и предназначены для автоматизированного производства труб. Они бывают разных размеров, скорости оси и управляемости для ускорения и замедления. В высокотехнологичных моделях цепи не используются. Эти машины могут использоваться для производства высокопрочных авиационных труб и автомобильных выхлопных труб.
Трубогибочные электрические трубогибочные машины Vector являются самыми передовыми и обеспечивают высокий уровень производительности, качества и надежности. Электрический привод этих машин позволяет экономить больше энергии, чем обычные трубогибочные машины с гидравлическим приводом. Эти машины способны реверсировать вращение гибочной головки, что дает операторам гибкость при выполнении сложных операций по гибке. Эти машины оснащены усовершенствованным пользовательским интерфейсом с сенсорным экраном для программирования и контроля производительности.
Электрический привод этих машин позволяет экономить больше энергии, чем обычные трубогибочные машины с гидравлическим приводом. Эти машины способны реверсировать вращение гибочной головки, что дает операторам гибкость при выполнении сложных операций по гибке. Эти машины оснащены усовершенствованным пользовательским интерфейсом с сенсорным экраном для программирования и контроля производительности.
Станки для гибки труб с орбитальной головкой обладают значительной гибкостью и могут использоваться для сложной гибки труб с ЧПУ. Эти машины легко производят трубчатые детали со змеевиками, фитингами и шлангами, а также могут быть легко интегрированы с автоматическим погрузочно-разгрузочным оборудованием.Они используются с компьютерным управлением на сенсорном экране с высоким разрешением. Расширенные функции этих машин помогают вращать головку и цанги одновременно вокруг деталей, что сокращает время цикла и гарантирует оптимальную производительность. Машины — идеальное решение для систем кондиционирования воздуха, автомобилей, грузовиков и других сложных приложений.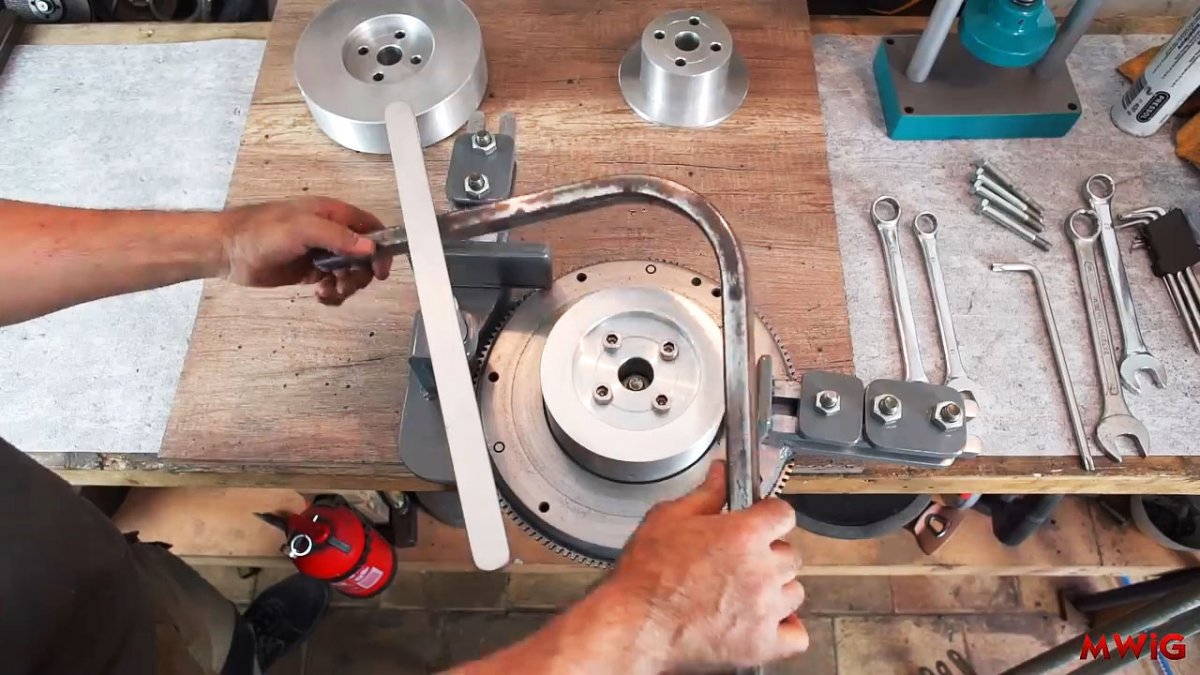
Гидроформовочное оборудование использует давление жидкости для формования черных или цветных материалов в форме штампа. Компоненты машины состоят из гидравлического гидроформовочного пресса, усилителей давления, системы гидроформовки воды и гидроформовочной установки.Пресс открывает и закрывает пролитую полость формы, позволяя вставить заготовку и удалить готовый продукт. Насос обеспечивает внутреннее давление, а гидроцилиндры уплотняют концы трубы, чтобы улавливать давление для деформации. Преимущества использования этого процесса включают снижение веса, уменьшение количества деталей и увеличение вариантов конструкции. Гидроформование позволяет создать уникальную геометрию за один процесс.
Процесс гидроформинга. Кредит изображения: ALF Engineering
Плунжерная гибка и Машины для гибки под давлением помещают трубу или трубу в матрицу.Трубка или труба удерживается за два конца, и шток продвигается по центральной оси, чтобы согнуть трубу. Труба или трубка деформируются внутри и снаружи кривизны. В зависимости от толщины трубы или материала трубы этот процесс будет деформировать трубу или трубу в овальную форму. Это самый простой и дешевый способ гибки. Изгибание с помощью плунжера лучше всего использовать для электропроводки и аналогичных изделий малого калибра.
Труба или трубка деформируются внутри и снаружи кривизны. В зависимости от толщины трубы или материала трубы этот процесс будет деформировать трубу или трубу в овальную форму. Это самый простой и дешевый способ гибки. Изгибание с помощью плунжера лучше всего использовать для электропроводки и аналогичных изделий малого калибра.
Гибочный барабан. Кредит изображения: Дизайн автомобильной космической рамы
Оборудование для гибки тепла помещает индукционную катушку вокруг трубы или трубы и прикладывает изгибающую силу, когда объект проходит через нагреваемую катушку.
Набивка песком или Машины для гибки горячих плит заполняют трубу песком, закрывают концы и нагревают. Труба изгибается вокруг штифтов с помощью механической силы. Этот процесс сводит к минимуму деформацию поперечного сечения трубы.
Станки для гибки на оправке или Станки для ротационно-вытяжной гибки вставляют оправку, неподвижную головку противогиба, в трубу или трубу во время гибки так, чтобы форма и диаметр сохранялись, а изгибы не деформировались. Оправка поддерживает трубу изнутри и гарантирует, что внутренняя кривизна трубы является наилучшим возможным изгибом и не деформируется.Это наиболее распространенный процесс гибки. Гибка на оправке обеспечивает хорошую отделку и лучше всего подходит для перил, декоративных изделий из железа, выхлопных труб, каркасов роликов и всех нержавеющих и алюминиевых труб.
Оправка поддерживает трубу изнутри и гарантирует, что внутренняя кривизна трубы является наилучшим возможным изгибом и не деформируется.Это наиболее распространенный процесс гибки. Гибка на оправке обеспечивает хорошую отделку и лучше всего подходит для перил, декоративных изделий из железа, выхлопных труб, каркасов роликов и всех нержавеющих и алюминиевых труб.
Держатель оправки. Кредит изображения: Tricktools
- Вальцегибочные станки — это оборудование для гибки и изготовления труб, в котором используются три приводных ролика в треугольном расположении. В отличие от изгиба на оправке, внутренняя часть трубы или трубы не поддерживается.Верхний ролик оказывает давление вниз, а два нижних ролика толкают вверх, деформируя трубу. Можно использовать два или три приводных ролика, а процесс можно регулировать вручную или гидравлически. Этот процесс лучше всего использовать, когда требуется большой радиус, например, для изготовления навесов и других круглых изделий.

Трубогиб с 3 роликами. Автор видео: GMK / CC BY-SA 4.0
Трубогибочные станки также включают:
- Намоточное оборудование
- Оборудование для гибки тонкостенных стенок
- Бустерные станки
- Станки для гибки перил
- Коленоогибы
Возможности
Дополнительные возможности трубогибочных машин могут включать в себя множество процессов.
Отжиг и Термическая обработка — это процесс, при котором металл нагревается до определенной температуры, а затем ему дают медленно остыть. Отжиг упрощает резку и формовку металла.
Полировка и полировка делает шероховатую поверхность гладкой. Полировку можно выполнять резким движением, которое дает гладкую, полублестящую и однородную поверхность, перемещая заготовку против направления круга со средним или сильным давлением или с помощью цветных движений, чтобы получить яркую, блестящую и чистую поверхность. перемещая заготовку в направлении колеса со средним или легким давлением.
Полировку можно выполнять резким движением, которое дает гладкую, полублестящую и однородную поверхность, перемещая заготовку против направления круга со средним или сильным давлением или с помощью цветных движений, чтобы получить яркую, блестящую и чистую поверхность. перемещая заготовку в направлении колеса со средним или легким давлением.
Два основных движения буферизации. Кредит изображения: Caswell
Сплющивание концов — это операция пробивного пресса, которая производит плоский конец трубы для трубчатых узлов. Специальная матрица способна сплющивать конец трубки, обрезать углы и пробивать отверстие для крепления трубки.
Сплющивание концов. Кредит изображения: Harco
Операции прорези различаются в зависимости от детализации и применения желаемых прорезей.Процесс может быть выполнен с использованием штамповочного пресса, механической обработки или лазерной обработки. Пробивной пресс идеален для изготовления из-за его экономической эффективности, а механическая обработка или лазерные операции лучше всего подходят для трубчатых сложных конструкций.
Вырубка — это метод, сочетающий в себе пробивной пресс со специальной штамповкой для изменения формы конца трубы. Вырезание позволяет собирать трубы с помощью соединителя для труб или сварочного аппарата.
Боковой вырез. Кредит изображения: Harco
Пробивка отверстий может быть одинарной или двойной.В стиле двойной ямочки используются два отдельных удара, которые перемещаются навстречу друг другу во время цикла прессования. Стиль ударяет без поддержки, поэтому они создают ямочку. Пуансоны для одиночных отверстий имеют пуансон, который продвигается с одной стороны через трубу. В нижней части трубки предусмотрена опора, чтобы второе отверстие было «чистым» и без ямочек.
Пробивка отверстий на оправке использует внутреннюю опору, поэтому внешний диаметр не изменяется при создании отверстия. Этот стиль используется, когда трубки должны входить друг в друга, потому что он более точен и имеет более жесткие допуски, хотя и дороже, чем пробивка ямок.
Пробивка отверстий на щеках. Кредит изображения: Harco
Характеристики трубок и труб
Характеристики труб необходимо учитывать при выборе трубогибочных машин. К ним относятся материал и форма трубки, которые могут повлиять на тип необходимого оборудования.
Материал
Многие гибкие трубы и трубки изготавливаются из таких материалов, как:
- Алюминий
- Латунь
- Углеродистая сталь
- Нержавеющая сталь
- Медь
- Никелевые сплавы
- Поливинилхлорид (ПВХ)
- Пластмассы
- Титан
- Суперсплавы
Форма
Большинство трубок и трубок имеют цилиндрическую форму.Однако некоторые процессы производят изделия с различным поперечным сечением, включая:
- Овальный
- Круглый
- Квадрат
- прямоугольный
Формы труб. Кредит изображения: DIYTrade
Операции
Некоторые трубогибочные станки могут выполнять дополнительные операции, в том числе:
- Обжимной
- Развальцовка
- Вырез
- Крепеж
- Сборка
- Отделка бисером
Список литературы
Обзор отрасли металлообработки
Методы гибки труб
Разница между трубами и трубками
Производство труб
Как согнуть трубу и трубку
1. Гибка в штампованном исполнении : Гибка в штампованном исполнении — это самый простой и дешевый метод гибки труб. как сгибать трубу и трубу как сгибать трубу и трубу. Труба или труба удерживается в двух вечных точках, а поршень продвигается по центральной оси и деформирует трубу. Изогнутая труба или труба склонна к деформации как по внутренней, так и по внешней кривизне. Труба или трубка часто деформируются в овальную форму в зависимости от толщины стенки материала. Этот тип гибки подходит для гибки кабелепровода и аналогичных изделий небольшого калибра.
Гибка в штампованном исполнении : Гибка в штампованном исполнении — это самый простой и дешевый метод гибки труб. как сгибать трубу и трубу как сгибать трубу и трубу. Труба или труба удерживается в двух вечных точках, а поршень продвигается по центральной оси и деформирует трубу. Изогнутая труба или труба склонна к деформации как по внутренней, так и по внешней кривизне. Труба или трубка часто деформируются в овальную форму в зависимости от толщины стенки материала. Этот тип гибки подходит для гибки кабелепровода и аналогичных изделий небольшого калибра.
2. Ротационная гибка с вытяжкой : Это наиболее часто используемый тип гибочного станка для гибки труб и трубок, где важно поддерживать хорошую чистовую обработку и постоянный диаметр. Труба или труба протягивается через стационарную штамповку для встречной гибки на фиксированный радиус бывшие умирают. Этот метод изгиба трубы и трубы идеально подходит для перил, декоративных работ из железа, гибки трубопроводов, песчаной рейки и автомобильного шасси, как изгибать трубу и трубу, как изгибать трубы и трубы Шасси стандартного автомобиля, тянущееся шасси автомобиля, каркасные клетки, прицеп гибка рам и многие другие виды гибки труб. Ocean Machinery поставляет трубогибы Ercolina, которые зарекомендовали себя как самый популярный бренд трубогибов в США. Ercolina Pipe and Tube Bender — Щелкните здесь для получения дополнительной информации. RDB Трубогибы и трубогибы — Щелкните здесь для получения дополнительной информации
Ocean Machinery поставляет трубогибы Ercolina, которые зарекомендовали себя как самый популярный бренд трубогибов в США. Ercolina Pipe and Tube Bender — Щелкните здесь для получения дополнительной информации. RDB Трубогибы и трубогибы — Щелкните здесь для получения дополнительной информации
3. Гибка на оправке: гибка трубы на оправке используется в тех случаях, когда изогнутая труба и труба должны иметь минимально возможную деформацию. Труба и трубка поддерживаются изнутри гибкой опорой оправки, которая изгибается вместе с трубой или трубкой и гарантирует, что внутренняя часть, как изгибать трубу, и как изгибать трубу, не деформируется.Труба или труба протягивается через матрицу для встречного изгиба на матрицу с фиксированным радиусом, и процесс отверстия обеспечивает наилучшие возможные изгибы. Изгиб трубы на оправке используется при производстве выхлопных труб, специальных выхлопных труб, выхлопных и впускных труб турбокомпрессора, молочных труб и технологических трубок, трубок теплообменников, а также всех нержавеющих и алюминиевых трубок, где критичность диаметра не деформирована.
Оправка для гибки труб Ercolina — Для получения дополнительной информации щелкните здесь
4.Гибка с кольцевым валком: Гибка с кольцевым валом используется для гибки трубы и трубы до большого радиуса центральной линии, то есть до больших окружностей. Вальцегибочные станки для труб и труб содержат 3 ролика на отдельных валах, которые катят трубу через ролики, в то время как верхний ролик оказывает давление вниз на верхний ролик для деформации трубы. Кольцевые валки и трубогибы выпускаются с двумя или тремя приводными валками, с ручной или гидравлической регулировкой верхнего валка. Роликовая гибка обычно используется для изготовления навесов, барабанов, рам для барбекю и других круглых изделий с большим радиусом центральной линии.
Позвоните в отдел продаж Ocean Machinery СЕГОДНЯ по телефону (954) 956-3131 или по бесплатному телефону 1 (800) 286-3624 или заполните нашу онлайн-форму запроса информации, чтобы получить дополнительную информацию о СПОСОБАХ ИЗГИБА ТРУБ И ТРУБ.
Гибка прямоугольных труб | Гнутая прямоугольная труба
Гибка прямоугольной трубы — более сложный процесс, чем гибка круглой трубы (при прочих равных: площадь поверхности, радиус, толщина стенки, тип материала и т. Д.). Как и во всех процессах гибки металла, чем жестче изгиб, тем сложнее становится. Точно так же сгибать прямоугольную трубу с более тонкими стенками сложнее, чем сгибать более толстые стенки (при условии, что гибочная машина способна изгибать более толстые секции).
Однако, в отличие от круглых труб, прямоугольные трубки можно сворачивать «вне оси», как в случае с Little Village Academy (см. Фото ниже). Для этого проекта компания Chicago Metal Rolled Products (CMRP) предоставила изогнутые прямоугольные трубы размером 14 дюймов x 4 дюйма x 3/8 дюйма, которые накатывались до внутреннего радиуса от 17 до 21 дюйма с диаметром 10. Угол наклона 9 °.
Угол наклона 9 °.
Изогнутая прямоугольная труба: Hard Way vs. Easy Way
В большинстве случаев прямоугольная труба изгибается «жестко» (ось x-x) или «легким путем» (ось y-y). Однако обычно бывает так, что даже несмотря на то, что для получения жесткого изгиба требуется большее давление, полученная изогнутая прямоугольная труба с меньшей вероятностью будет деформировать точно , потому что она более жесткая, чем секция, изогнутая легким способом. Легкий способ изгиба прямоугольной трубы с большей вероятностью приведет к несколько вогнутому внутреннему диаметру.
Независимо от того, требуется ли вам для проекта изогнутая прямоугольная труба, жестко или просто изогнутая, компания CMRP — это специалисты, которым вы можете доверять. Запросите ценовое предложение на гибку прямоугольных труб для вашего проекта или свяжитесь с нами, чтобы узнать больше.
Изображения изгиба прямоугольной трубы
Эксперты по изгибу прямоугольных труб
Без правильного инструмента, оборудования и метода, а также без квалифицированного оператора изгиб прямоугольной трубы может привести к деформации. Самая распространенная форма деформации — это вогнутость по внутреннему диаметру сечения; Однако есть случаи, когда в проекте действительно может быть полезна значительная вогнутость внутреннего диаметра, потому что в некоторых случаях эта вогнутость действительно делает секцию более прочной.
Самая распространенная форма деформации — это вогнутость по внутреннему диаметру сечения; Однако есть случаи, когда в проекте действительно может быть полезна значительная вогнутость внутреннего диаметра, потому что в некоторых случаях эта вогнутость действительно делает секцию более прочной.
При правильном оснащении, оборудовании и процедурах можно достичь превосходного качества даже при гибке тонкостенных прямоугольных труб с малым радиусом. Например, компания Chicago Metal Rolled Products имеет изогнутую прямоугольную трубу размером 16 x 8 x 1/2 дюйма, что позволяет легко получить внутренний радиус 11 футов.
CMRP может производить изогнутые прямоугольные трубы размером от 1 x 1/2 до 20 x 12 дюймов и практически любого промежуточного размера. Мы используем современное оборудование и сотни комплектов штампов для создания высокоточной гнутой прямоугольной трубы.
Мы используем множество методов и техник, в том числе гибку с вращательной вытяжкой с использованием оправок, трехвалковую гибку, четырехвалковую гибку и гибку сжатием. Имея в своем распоряжении эти методы, станки и инструменты, проекты наших клиентов по гибке прямоугольных труб редко включают затраты на инструменты.
Имея в своем распоряжении эти методы, станки и инструменты, проекты наших клиентов по гибке прямоугольных труб редко включают затраты на инструменты.
Дополнительные услуги по гибке прямоугольных труб
Помимо гибки прямоугольных труб, компания Chicago Metal Rolled Products также выполняет различные вспомогательные операции, включая резку пилой, сверление и сварку.
Применения для изогнутой прямоугольной трубы
Изогнутая прямоугольная труба используется в OEM-приложениях, таких как защита от опрокидывания, каркас, бамперы и игровое оборудование. Из гнутой прямоугольной трубы возводятся архитектурные сооружения всех видов: крыши, решетки, навесы, арки, балконы, порталы. Как и круглые и квадратные трубы, прямоугольные трубы могут быть сформированы в виде спирали, чаще всего для круговых лестниц.
Щелкните здесь, чтобы узнать, как правильно указать изогнутые прямоугольные сечения трубы.
Свяжитесь с нами, чтобы получить полную услугу по изгибу прямоугольных труб
Компания
Chicago Metal Rolled Products обладает навыками, опытом и технологиями, необходимыми для производства прецизионных изогнутых прямоугольных труб для вашего проекта. Запросите предложение или свяжитесь с нами для получения необходимой вам гнутой прямоугольной трубки.
Запросите предложение или свяжитесь с нами для получения необходимой вам гнутой прямоугольной трубки.
Прокатка труб и гибка круглых труб
Как правило, чем толще металл, тем сложнее его согнуть в Мэдисоне.
Не так с трубопрокатом или гибкой круглой трубы — по крайней мере, если вы надеетесь сохранить форму трубы или трубы.
Труба металлическая полая. Одна ошибка при сгибании, и… паф! Труба ломается.
Более толстая труба и стенки трубы прочнее, поэтому их не так легко раздавить. Другими словами, успешная гибка трубы или трубки облегчается за счет более толстой углеродистой стали, в отличие от большинства других операций гибки и прокатки.
Тем не менее, гибка круглых труб представляет собой исключительную проблему, независимо от толщины материала. Контроль искажений требует умелого контроля и точности.Естественная предрасположенность трубки — сгибаться в яйцевидную или овальную форму… если не сразу раздавить.
Рекомендуется использовать штампы. Размер матрицы зависит от внешнего диаметра трубы. Трубы бывают МНОГО разного диаметра.
Компания Max Weiss, обладающая исключительными знаниями в области гибки круглых труб, имеет обширную библиотеку штампов для труб и насосно-компрессорных труб. В руках наших специалистов по гибке металла компания Max Weiss может удовлетворить все ваши потребности в трубопрокате или гибке в Мэдисоне.
Компания Max Weiss сгибает трубы и трубки от 1 до 24 дюймов, как сортамента 40, так и 80. Наши профессиональные навыки в области гибки труб и круглых труб охватывают, например, 3-дюймовые трубы SCH 40 Gr. A53 Прокат, до 18 ”трубы SCH 40 Gr. A53 Прокат, до трубы 24 ”SCH 80 Gr. A53 Прокат, до 12 ”SCH 40 Gr. A53 BLK Прокат, до 5 ”SCH 80 Gr. A53 BLK Прокат, до 12 ”SCH 80 Gr. A53 BLK Катаный.
Больше труб? Конечно же: 16 ”SCH. 20 Труба ГР. A53 или 16 ”SCH. 60 Труба ГР. A106 или 18 ”SCH. 10 Труба ГР. A120 или 18 ”SCH. 30 Труба ГР. A53 или 18 ”SCH. 160 Труба ГР. A106.
A120 или 18 ”SCH. 30 Труба ГР. A53 или 18 ”SCH. 160 Труба ГР. A106.
В Мэдисоне это не заканчивается. Компания Max Weiss не имеет себе равных по своим возможностям гибки труб: 20 ”SCH. 80 Труба ГР. A120 или 20 ”SCH. 100 Труба ГР. A53 или 22 ”SCH. 10 Труба ГР. A120 или 22 ”SCH. 60 Труба ГР. A53 или 22 ”SCH. 10 Труба ГР. API5-L.
Больше размеров гибки трубы… затем на гибку трубы: 24 ”SCH. 120 Труба ГР. A120 или 24 ”SCH. 10 Труба ГР. A106 или 24 ”SCH. 30 Труба ГР. API5-L.
Мастерство компании Max Weiss в области гибки труб может сравниться только с ее возможностями гибки труб:
1 ”О.D.-H.S.R x .179 ”Стенка A500 GR. B., или 1,66 дюйма O.D.-H.S.R. x .191 Стенка A500 GR. B., или 2.375 ”O.D.-H.S.R. x .071 Стенка A500 GR. B. или 2.75 ”O.D.-H.S.R. x .071 Стенка A500 GR. B., или 3,5 ”O.D.-H.S.R. x .226 Стенка A500 GR. B ..
Независимо от размера трубки, компания Max Weiss согнет ее до совершенства: 1 ”O.D.-H.S.R x 0,083” стенка A513 GR. B., или 1,5 ”O.D.-H.S.R. x .062 Стенка A513 GR. B., или 1.9 ”O.D.-H.S.R. x .083 Стенка A513 GR. B., или 2 ”O.D.-H.S.R. x .218 Стенка A513 GR. B. или 3 ”O.D.-H.S.R. x .083 Стенка A500 GR. Б.
B., или 1,5 ”O.D.-H.S.R. x .062 Стенка A513 GR. B., или 1.9 ”O.D.-H.S.R. x .083 Стенка A513 GR. B., или 2 ”O.D.-H.S.R. x .218 Стенка A513 GR. B. или 3 ”O.D.-H.S.R. x .083 Стенка A500 GR. Б.
Да, в репертуаре трубогибов компании Max Weiss еще больше размеров: 4 ”O.D.-H.S.R. x .071 Стенка A500 GR. B., или 7 ”O.D.-H.S.R. x .083 Стенка A500 GR. B., или 12 ”O.D.-H.S.R. x .083 Стенка A500 GR. B., или 12,75 ”O.D.-H.S.R. x .083 Стенка A500 GR. B., или 16 ”O.D.-H.S.R. x .1875 Стенка A500 GR. Б.
Гнутые металлические трубы часто используются в знаках, осветительных конструкциях, навесах и фермах в Мэдисоне. Промышленность находит широкое применение в проточных конструкциях для воздуха, зерна и жидкостей.Почти бесконечное количество OEM-приложений требует гнутых трубопроводов.
Гибка, прокатка и изготовление металла во многом зависят от тонкости и точности прикосновения. К разным металлам применяются разные правила.
По всем вопросам, связанным с гибкой труб и круглых труб, обращайтесь в компанию Max Weiss. Единственное правило, на которое вы можете положиться, — это то, что гибка и прокатка вашей трубы всегда будут выполняться правильно.
Единственное правило, на которое вы можете положиться, — это то, что гибка и прокатка вашей трубы всегда будут выполняться правильно.
Конструкция пастбищных обручей 10 футов x 10 футов (сварка не требуется)
Строительство птичников для выпаса бройлеров — решающий момент для каждого птицевода.Это своего рода эквивалент ковки и закалки куска стали, чтобы превратить его в нож. Это инструмент нашей торговли, и все наши требования очень специфичны для нашей страны, климата, размера предприятия и так далее. Возможно, вы просто выращиваете курицу для своей семьи или ваши планы намного шире. Независимо от ваших амбиций, вам нужно сначала увидеть, насколько ваши требования соответствуют нашим требованиям и подходит ли вам этот дизайн. В течение многих лет я создавал несколько прототипов пастбищ, пытаясь получить идеальный дизайн, сочетающий несколько требований:
- Сила для ежедневных движений
- Вес и легкость движений
- Проблемы с теплом — мы находимся во Флориде, поэтому это большой (отсюда и высокий дизайн обруча)
- Прочный и простой в сборке (у меня есть кое-что из 8 лет с оригинальными деталями)
- Экономичная конструкция с окупаемостью за один сезон
- Помещение для 60-75 птиц
Это довольно длинный список, но я чувствую, что с этим дизайном я довольно хорошо добился этого. Во-первых, я знаю, что стандартная ручка Salatin имеет размер 10’x12’x30 дюймов, но, поскольку большую часть верхней направляющей (1–3 / 8 дюйма) легко купить с 10-футовыми секциями, я выбрал дизайн 10 ‘x 10’. Однако, если вы можете получить 21-футовые стержни верхнего рельса (1–3 / 8 дюйма), эту же конструкцию можно использовать для создания ручки размером 10 x 12 футов. Для целей этой сборки мы собираемся построить 10 Загон для пастбища x 10. Жизнь на ферме достаточно загружена, поэтому я хотел создать достаточно простой дизайн, чтобы мои дети помогли со сборкой, которая, по сути, исключает сварку.
Во-первых, я знаю, что стандартная ручка Salatin имеет размер 10’x12’x30 дюймов, но, поскольку большую часть верхней направляющей (1–3 / 8 дюйма) легко купить с 10-футовыми секциями, я выбрал дизайн 10 ‘x 10’. Однако, если вы можете получить 21-футовые стержни верхнего рельса (1–3 / 8 дюйма), эту же конструкцию можно использовать для создания ручки размером 10 x 12 футов. Для целей этой сборки мы собираемся построить 10 Загон для пастбища x 10. Жизнь на ферме достаточно загружена, поэтому я хотел создать достаточно простой дизайн, чтобы мои дети помогли со сборкой, которая, по сути, исключает сварку.
Строительные материалы для одного пастбища:
- 10-футовый пялец (вот ссылка на то, что у меня есть)
- Примерно 20 штук 10-футовой верхней направляющей (1–3 / 8 дюйма) — их можно найти в большинстве хозяйственных магазинов
- (4) 1- Углы ворот 3/8 дюйма (Если вы собираетесь построить дверь из лома, получите еще 4)
- (18) Зажимы концевых направляющих 1–3 / 8 дюйма
- (3) распорные ремни 1–3 / 8 дюйма (I будет держать их под рукой)
- (15) 1–3 / 8-дюймовые поперечные соединители (ремни для прогонов)
- (2) 1x4x10 необработанные доски * (Возможно использование в альтернативных вариантах размещения прогонов)
- Проволока для клетки по вашему выбору ( Нам нравится использовать проволоку с виниловым покрытием 1 «x1»)
- Брезент для навеса — приблизительно 10 футов x 20 футов (если нужны сворачивающиеся стороны)
- Материал двери (может быть изготовлен из обрезков верхней направляющей)
- Много U Застежки-молнии с рейтингом / V
Чтобы лучше познакомиться с некоторыми из перечисленных выше частей, вот несколько изображений того, что собой представляет каждый компонент:
Уголки ворот — Они используются для создания базовой рамы 1-3 / 8 дюйма, а также могут использоваться по прямому назначению для строительства ворот / дверей для загонов.
Зажимы для концевых направляющих — Эти крепежные детали следует использовать, когда у вас есть ровные перпендикулярные пересечения трубы. В случае этого проекта мы в первую очередь используем это, чтобы соединить обручи с основанием 10 ‘x 10’.
Стяжные ремни — Эти ремни используются для разных целей, особенно там, где точки соединения труб расположены под углом не 90 градусов. Они отлично подходят для создания угловых скоб или соединительной трубы на торцевых стенках ваших обручей. Я начинаю использовать их все больше и больше, поскольку они являются наименее дорогостоящими из крепежных элементов.
Поперечные соединители / планки Purlin — Используются для любого перпендикулярного поперечного сечения трубопровода. В случае этого проекта они используются для соединения прогонов с обручами.
Все эти застежки очень распространены и могут быть куплены в большинстве компаний, занимающихся поставками теплиц или ограждений из цепей. Мы покупаем большинство этих компонентов в Интернете (https: //chainlinkfittings.com / …) и, в крайнем случае, обычно можем найти их в местных магазинах бытовой техники, но по более высокой цене.Лучше отказаться от покупок до того, как вы начнете проект. Если вы думаете, что, скорее всего, вы построите более одного пастбища, я бы порекомендовал вам покупать оптом, чтобы вы могли сэкономить в зависимости от сделок, которые вы найдете в Интернете. Определенно, не исключайте и местные предложения Craigslist. Часто люди практически отдают верхний рельс за забор из цепной сетки, особенно если вы разбираете забор. Теоретически, 200 футов забора хватило бы на верхнюю планку, чтобы построить загон.
Мы покупаем большинство этих компонентов в Интернете (https: //chainlinkfittings.com / …) и, в крайнем случае, обычно можем найти их в местных магазинах бытовой техники, но по более высокой цене.Лучше отказаться от покупок до того, как вы начнете проект. Если вы думаете, что, скорее всего, вы построите более одного пастбища, я бы порекомендовал вам покупать оптом, чтобы вы могли сэкономить в зависимости от сделок, которые вы найдете в Интернете. Определенно, не исключайте и местные предложения Craigslist. Часто люди практически отдают верхний рельс за забор из цепной сетки, особенно если вы разбираете забор. Теоретически, 200 футов забора хватило бы на верхнюю планку, чтобы построить загон.
Создание базовой рамы 10 x 10 футов
Это очень простая задача. Просто возьмите 4 секции верхней направляющей и отмерьте 10 футов от женского конца. Это должно быть чуть ниже основания охватываемого конца с другой стороны. Используйте ваш выбор инструментов, чтобы отрезать охватываемый конец, в нашем случае я использовал дешевый труборез (https: //www. harborfreight.com / …), но, безусловно, подойдет ножовка или сабельная пила с металлическим лезвием. прекрасные труборезы, которые дают наилучший результат, без кусков металла, разбросанных повсюду.Одно замечание при использовании труборезов: они будут слегка загибать обрезанный конец, поэтому в тех случаях, когда вы планируете соединить охватываемый конец с обрезанным концом, я бы использовал ножовку или был бы готов развернуть обрезанный конец, чтобы ниппель подошел. После резки просто вставьте трубки в углы ворот и прикрепите саморезами по металлу. Убедитесь, что вы равномерно сориентируете угловую фурнитуру, чтобы ваша основа не перекосилась, то есть опиралась на максимально ровную и ровную поверхность.
harborfreight.com / …), но, безусловно, подойдет ножовка или сабельная пила с металлическим лезвием. прекрасные труборезы, которые дают наилучший результат, без кусков металла, разбросанных повсюду.Одно замечание при использовании труборезов: они будут слегка загибать обрезанный конец, поэтому в тех случаях, когда вы планируете соединить охватываемый конец с обрезанным концом, я бы использовал ножовку или был бы готов развернуть обрезанный конец, чтобы ниппель подошел. После резки просто вставьте трубки в углы ворот и прикрепите саморезами по металлу. Убедитесь, что вы равномерно сориентируете угловую фурнитуру, чтобы ваша основа не перекосилась, то есть опиралась на максимально ровную и ровную поверхность.
Сгибание обручей
Сгибание обруча кажется очень устрашающим, но могу вас заверить, что после 20 минут просмотра видео и попыток вы станете экспертом.Искусство сгибания обруча — это думать о том, где пометить трубы и сколько остается прямых, а не согнутых. Как только вы научитесь гнуть обручи, ваш мир откроется для чистой радости от дешевых, но прочных конструкций обручей, которые можно использовать для чего угодно, от этого самого пастбищного загона до теплиц, складских помещений и всего, что вы можете придумать. Лично мне жаль, что я не попробовал это раньше, но не сделал этого из-за фактора запугивания. Я настоятельно рекомендую вам не допустить, чтобы это помешало вам начать работу с этим очень полезным методом строительства и набором навыков.Позже ты меня за это поблагодаришь.
Лично мне жаль, что я не попробовал это раньше, но не сделал этого из-за фактора запугивания. Я настоятельно рекомендую вам не допустить, чтобы это помешало вам начать работу с этим очень полезным методом строительства и набором навыков.Позже ты меня за это поблагодаришь.
Чтобы согнуть обручи, я просто прикрепил к куску фанеры 3/4 дюйма приспособления для гибки обруча разного размера, которые затем можно установить в любом месте. Они даже продают комплекты сцепных устройств, чтобы вы могли использовать автомобильные сцепные устройства для установки ваших гибочных машин. куча видео на YouTube, поэтому я не буду вдаваться в подробности о том, как я сгибаю обручи в этом посте.
Важно помнить, что у верхней направляющей есть два конца. Один конец — мужской, а другой — женский.Расстояние между пяльцами на этом пастбищном загоне составляет 30 дюймов, так что у нас будет готово 5 пялец. Каждая пяльца состоит из (двух) верхних рельсов 10 футов 1-3 / 8 дюймов, которые пересекаются посередине, и вы просто соединяете их, сдвигая мужской конец в женский конец. ОЧЕНЬ важно отметить, что вы согнете 5 секций верхней направляющей, начиная с одного конца, а затем еще 5 — с другого. Чтобы достичь нужного размера обруча, сделайте отметку на расстоянии 24 дюймов от основания. Очевидно, прямая часть трубы — это нижняя часть обруча, которая соединяется с базовой рамой.Вы должны помнить, что вы, по сути, изгибаете трубы, начиная с нижней части обруча и заканчивая пиком. Поэтому, когда вы сделаете отметку 24 дюйма, она будет введена через трубку до этой точки, прежде чем вы сделаете изгиб. Не включайте кончик охватываемого конца в свои измерения. Вы начнете от основания соска на обручах, которые начинаются на с этой стороны, поскольку ниппели будут отрезаны в месте их соединения с базовой рамой.
ОЧЕНЬ важно отметить, что вы согнете 5 секций верхней направляющей, начиная с одного конца, а затем еще 5 — с другого. Чтобы достичь нужного размера обруча, сделайте отметку на расстоянии 24 дюймов от основания. Очевидно, прямая часть трубы — это нижняя часть обруча, которая соединяется с базовой рамой.Вы должны помнить, что вы, по сути, изгибаете трубы, начиная с нижней части обруча и заканчивая пиком. Поэтому, когда вы сделаете отметку 24 дюйма, она будет введена через трубку до этой точки, прежде чем вы сделаете изгиб. Не включайте кончик охватываемого конца в свои измерения. Вы начнете от основания соска на обручах, которые начинаются на с этой стороны, поскольку ниппели будут отрезаны в месте их соединения с базовой рамой.
Пяльцы должны выглядеть примерно так:
На этом этапе вы просто вставляете охватываемые концы в охватываемые концы обручей и вставляете пару саморезов по металлу, чтобы удерживать соединение.Важно делать это на ровной поверхности, чтобы ваши обручи были прямыми.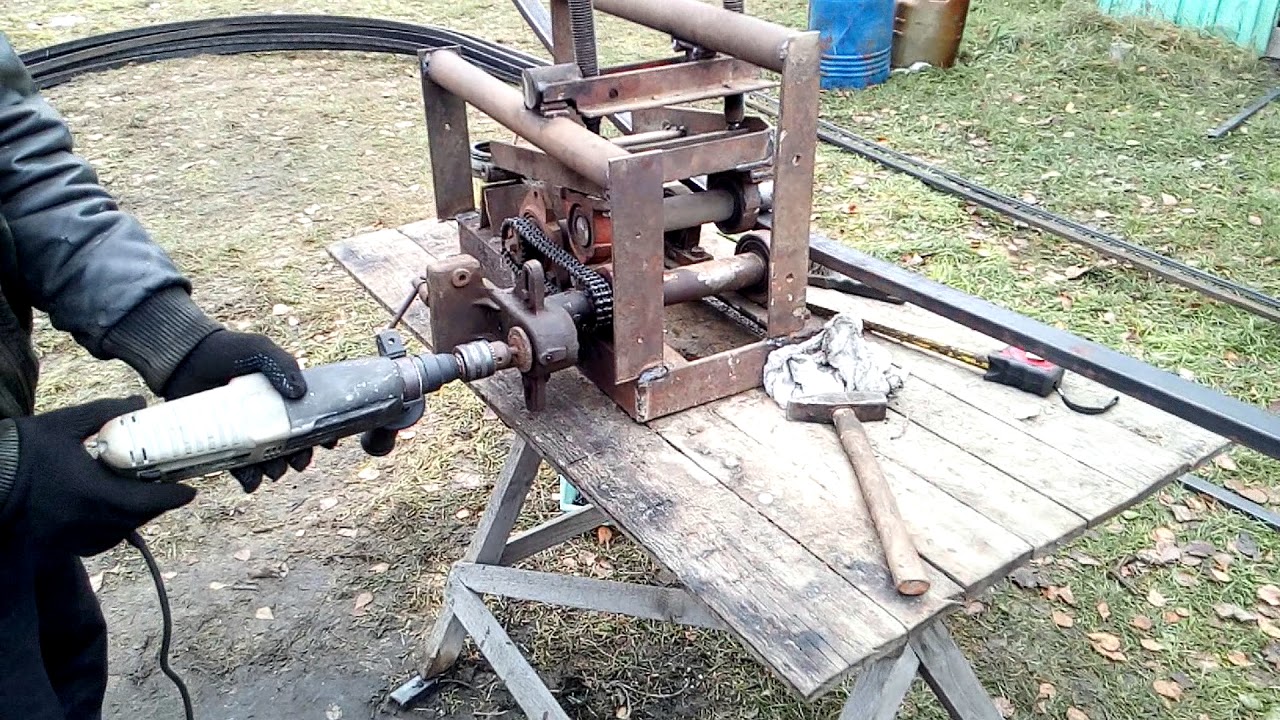 В конструкции обручей много прощения, поэтому не беспокойтесь, если ваши обручи не идеальны.
В конструкции обручей много прощения, поэтому не беспокойтесь, если ваши обручи не идеальны.
Закрепите пяльцы на опорной раме
Теперь возьмите концевые зажимы рельса и свободно прикрепите к основанию в предварительно отмеченных центрах 30 дюймов вдоль каждой стороны основания. Убедитесь, что они достаточно ослаблены, чтобы вы все еще могли вставить концы пялец в зажимы. Работа вдвоем Важно отметить, что при правильном сгибании обруча они будут примерно на 6-12 дюймов шире основания.Это нормально и фактически увеличивает жесткость конструкции. Закрепите одну сторону, а затем нажмите на пяльцы внутрь, чтобы они вошли в зажимы.
Поскольку мы используем угловые фитинги для изготовления базовой рамы, зажимы концевых направляющих не войдут полностью внутрь рамы, поскольку угловые фитинги обычно имеют косынки, которые отодвигают ваши обручи примерно на 2 дюйма от углов. действительно не влияет на подгонку и отделку конструкции.
Когда все пяльцы будут на месте и по центру, затяните центральный болт и гайку на зажимах. Таким образом обручи будут крепиться к основанию. Есть место для установки саморезов по металлу, чтобы трубка не выскользнула из хомутов или хомуты не сдвинулись по нижней части рамы. Часто я оставляю добавление металлических винтов до самого конца на случай, если мне нужно изменить положение зажимов или внести коррективы.
Таким образом обручи будут крепиться к основанию. Есть место для установки саморезов по металлу, чтобы трубка не выскользнула из хомутов или хомуты не сдвинулись по нижней части рамы. Часто я оставляю добавление металлических винтов до самого конца на случай, если мне нужно изменить положение зажимов или внести коррективы.
Установить и соединить прогоны
Для прогонов используйте целую 10-дюймовую верхнюю направляющую и оставьте конец ниппеля включенным. Это даст вам немного больше места для крестообразных соединений концевых обручей, которые можно будет прикрепить к обоим концам пастбищного загона.Моя текущая конструкция, как показано, имеет прогон в центре верхней части обручей, а затем один 22 дюйма от базовой планки, чтобы действовать как точка крепления для проволоки клетки и брезента. *
При прикреплении прогонов было бы полезно отметить центр каждой трубы верхнего рельса, а затем дважды отмерить 30 дюймов от центральной метки с каждой стороны, чтобы в общей сложности получилось 5 меток, равномерно расположенных на вашем прогоне. Это будет хорошо ориентиры при прикреплении прогонов к обручам, чтобы конструкция оставалась относительно квадратной и равномерно распределяемой при размещении обручей.Не затягивайте ремни обрешетки, пока все не будет на месте. Обычно я просто затягиваю центральный ремень, а затем сначала регулирую все свои обручи и их положение. Как только я доволен выравниванием, я все затягиваю.
Это будет хорошо ориентиры при прикреплении прогонов к обручам, чтобы конструкция оставалась относительно квадратной и равномерно распределяемой при размещении обручей.Не затягивайте ремни обрешетки, пока все не будет на месте. Обычно я просто затягиваю центральный ремень, а затем сначала регулирую все свои обручи и их положение. Как только я доволен выравниванием, я все затягиваю.
После того, как прогоны будут на месте, вы будете строить основные кости вашей клетки. Не все клетки будут одинаковыми, поэтому не стесняйтесь изменять некоторые аспекты отделки этого проекта по своему вкусу или доступным материалам.
* ПРИМЕЧАНИЕ по размещению обрешетки * После некоторых размышлений и использования я могу предложить модификацию вышеуказанной конструкции.В настоящее время моя конструкция предусматривает размещение обрешетки на средней вершине обруча и по одной с каждой стороны на расстоянии около 22 дюймов от нижней части. Эта конструкция работает, но для подвешивания кормушек и оборудования для полива я буду модифицировать свои будущие клетки (и те, что в использовании) иметь изнаночные обрешетки на расстоянии 36 дюймов с каждой стороны от центра. Затем на отметке 22 дюйма я размещу 1x4x10 для подключения провода боковой клетки, а также буду точкой крепления брезента, используя канал для подвижного провода, как я делаю для своих больших клеток.
Затем на отметке 22 дюйма я размещу 1x4x10 для подключения провода боковой клетки, а также буду точкой крепления брезента, используя канал для подвижного провода, как я делаю для своих больших клеток.
Постройте торцевые стенки и закрепите перо
Когда вы входите в конечный участок, вы можете построить торцевую стену так, как она лучше всего подходит для вашей ситуации.В моем случае я использовал много утильных труб и фитингов, чтобы построить дверную коробку с одной стороны, как вы видите здесь. В случае с этой конкретной клеткой у меня был кусок панели для крупного рогатого скота, который подходил к отверстию моей двери, поэтому я переделал ее для двери после того, как накрыл ее проволокой для клетки. На задней стене я просто помещаю одну опору посередине, чтобы облегчить вес ведра с водой, которое я вешаю для линии сосков. После того, как у меня была проводка в клетке, я закрепил брезент на месте с помощью стяжек-молний. Конечно, вы можете настроить это, как хотите, но это то, что у меня сработало и что у меня было.
Спасибо!
Как правильно согнуть металлические трубы и трубки в домашних условиях — сделать их из металла
Сегодня есть действительно удивительные инструменты, которые профессионалы используют для гибки труб. Трубогибы с компьютерным управлением могут откачивать сложные выхлопные трубы быстрее, чем вы можете сказать: «Я хотел бы получить эффективный и экономичный способ формирования трубы для выхлопных газов моей машины, если вы не возражаете».
Но иногда это просто невозможно. Трубы и трубы изгибаются разными способами с помощью различных инструментов.В этой статье я рассмотрю несколько различных вариантов в зависимости от вашего приложения, а также то, как вы можете это сделать должным образом. Просто ищите то, что лучше всего соответствует тому, что вы пытаетесь сделать. Все есть в оглавлении, поэтому не стесняйтесь просматривать его, чтобы найти нужную информацию.
Вводная информация
Хорошо, для начала давайте рассмотрим немного важной информации. А именно, в чем проблема сгибания труб и труб.
А именно, в чем проблема сгибания труб и труб.
На самом деле есть несколько проблем, которых нужно остерегаться.Один из них — перегиб. Если вы просто возьмете кусок трубки и согнете его, он защемит и загнется в том месте, где находится изгиб. Это делает трубку слабой, и через нее ничего не может пройти. Никому не нравится, когда их трубки извращаются.
Второй — это растрескивание или утомление металла. Обычно это проблема для таких материалов, как медь и алюминий. Если металл не отожжен, можно ожидать проблем. Сталь имеет тенденцию быть довольно пластичной, поэтому вам может потребоваться нагревание только в том случае, если она слишком тяжелая, чтобы вы могли ее согнуть.
Для большинства из них я бы порекомендовал сначала попробовать это на практике. Это позволит вам понять, как это будет выглядеть. Вы также можете проверить наличие трещин и решить, нужно ли его отжечь.
Как согнуть трубопровод для ЕМТ
Трубы EMT из оцинкованной стали или алюминия — отличный материал для конструкций. Кабелепровод — это материал, который вы обычно используете для прокладки проводов в промышленном здании. Это сверхпрочный и довольно прочный материал.
Кабелепровод — это материал, который вы обычно используете для прокладки проводов в промышленном здании. Это сверхпрочный и довольно прочный материал.
Многие парни, которых я знаю, использовали его, чтобы построить такие вещи, как действительно прочные палатки и сараи.Некоторые люди будут использовать трубы из ПВХ, но трубопровод прочнее и (на мой взгляд) лучше выглядит. К тому же это действительно дешево! 1/2 дюйма на 10 футов обычно обходятся вам чуть больше 3 долларов за длину. Вы можете отлично поработать с этим материалом.
Вот небольшой список идей, что с ним можно сделать:
- Велосипед / квадроцикл
- Рамы тележек (я бы рекомендовал сварные соединения, но сначала убедитесь, что вы очистили цинк)
- Палатки и навесы
- Теплицы
- Стеллаж
- Багажники (как для велосипедов и инструментов в гараже)
- Карнизы
- Маркизы
- Решетка (решетка? Или решетка?)
- Геодезические купола
- Каркасы столов компьютерных
С помощью кабелепровода ЕМТ очень легко сделать несколько профессиональных изгибов. Обычным инструментом промышленных электриков является трубогиб. Самое лучшее в них то, что они действительно очень дешевые для более экономичных. Конечно, вы также можете взять его напрокат, но за такую дешевизну вы можете просто купить его. Лучшая цена для ваших денег — это на Amazon. Вам нужно будет нажать на ссылку, чтобы узнать текущие цены.
Обычным инструментом промышленных электриков является трубогиб. Самое лучшее в них то, что они действительно очень дешевые для более экономичных. Конечно, вы также можете взять его напрокат, но за такую дешевизну вы можете просто купить его. Лучшая цена для ваших денег — это на Amazon. Вам нужно будет нажать на ссылку, чтобы узнать текущие цены.
Преимущество трубогиба в том, что он обеспечивает отличные и стабильные изгибы на протяжении всего проекта. Они изгибаются с радиусом, обеспечивающим прочность и неперегибаемость трубы, поэтому конечный результат выглядит великолепно.
Следует обратить внимание на то, что вы получаете трубогиб, диаметр которого соответствует диаметру трубы. Мне нравится 1/2 дюйма, потому что он дешев и с ним легко работать, но вы также можете получить его и большего размера, например, диаметром более 2 дюймов. Я не уверен, насколько их тяжело сгибать, но в руке; Я никогда лично не работал с чем-то настолько большим.
Преимущество трубогиба в том, что на нем есть множество действительно полезных отметок, так что вы будете знать, под каким углом вы изгибаете. Они очень удобны, и ваш проект будет запущен в кратчайшие сроки.
Они очень удобны, и ваш проект будет запущен в кратчайшие сроки.
Если вам нужны более плотные изгибы или вы не хотите гнуть металл самостоятельно, вы можете просто купить связку литых под давлением цинковых соединителей и скрепить все вместе.
Как согнуть выхлопные трубы
Для этого действительно стоит использовать трубогиб. Это просто делает ваши изгибы очень легкими и чистыми. Правильный трубогиб будет иметь несколько размеров матриц, соответствующих диаметру вашей выхлопной трубы, и будет следить за тем, чтобы вы не перегибали его.
Спросите своих приятелей, есть ли у кого-нибудь доступ к нему. У многих металлических магазинов один спрятан в углу.
Если честно, лучше всего отнести его в вытяжную мастерскую. У этих ребят будут машины стоимостью от 7 тысяч долларов, и они смогут делать это быстрее и дешевле, чем вы. Они тоже получатся красивыми.
Другой вариант — купить кучу предварительно отформованных деталей, затем разрезать их и сварить вместе. Я, наверное, пошел бы по этому пути, прежде чем попытался бы согнуть их сам.
Я, наверное, пошел бы по этому пути, прежде чем попытался бы согнуть их сам.
Вот пример того, что можно купить по разумной цене:
Если вы хороший сварщик, у вас может получиться отличная выхлопная система. К тому же это веселая работа. Просто имейте в виду, что у вас могут возникнуть проблемы с проверками в будущем, если вы сделаете это самостоятельно. Это зависит от того, где вы находитесь, но большинству мест не понравится тот факт, что вы не сертифицированы для этого. Что-то связанное с риском утечек, из-за которых токсичный газ будет выделяться до того, как он пройдет через каталитический нейтрализатор, нанеся вред окружающей среде и легким маленьких детей.
В качестве альтернативы можно использовать песчаный метод. Для чего-то такого большого, как выхлопная труба, потребуется немного терпения и мускулов, но это выполнимо. Я подробно расскажу о песочном методе ниже, поэтому просто прокрутите вниз, если хотите, попробовать.
Как гнуть медную трубку
Обычно есть два типа медных труб, с которыми вы столкнетесь: прямые отрезки трубы и гибкие спирали.
Гибкая катушка легко сгибается. Вот для чего он нужен.Стенки тонкие, и вы даже можете согнуть его (до некоторой степени) руками, если это будет широкий изгиб. Однако для более резких вещей вы, вероятно, его перегибаете.
Если вам нужно что-то, что может гнуть трубу меньшего размера (например, с внешним диаметром 1/4, 3/16 и 3/8), вы можете приобрести небольшой ручной трубогиб, который значительно упрощает эту задачу. На Amazon есть такая замечательная штука. Это от Тектона; он действительно прост в использовании и идеально подходит для мягких материалов, таких как медь, алюминий и тонкостенная сталь.К тому же это действительно экономично, текущую цену вы можете узнать здесь.
Основная проблема с гибкой катушкой — это выпрямление. Если вы хотите, чтобы он был хоть немного виден, я настоятельно рекомендую , , вам нужен выпрямитель для трубок. Это тот, который крепится в тисках (вы также можете вкрутить его в кусок дерева, чтобы он оставался стабильным) — это хороший результат для ваших денег, поскольку он действительно работает. Существуют и более дешевые трубы, но поскольку они регулируются, вы получите значительно более прямую трубу.Все, что вам нужно сделать, это воткнуть трубку, повернуть ручку, чтобы отрегулировать ее, и протянуть медную трубку. Работает как шарм.
Существуют и более дешевые трубы, но поскольку они регулируются, вы получите значительно более прямую трубу.Все, что вам нужно сделать, это воткнуть трубку, повернуть ручку, чтобы отрегулировать ее, и протянуть медную трубку. Работает как шарм.
Не хотите покупать инструменты?
Вот странный прием, который действительно сработает, если вы освоитесь: выходите на улицу. Разложите длинный кусок 2 × 10 или фанеры, затем натяните трубку примерно такой же длины. Осторожно качайте трубку, как будто вы в медленном движении рубите дрова топором. Не то, что Тор делает прыжок по земле; ты будешь выглядеть глупо.Ударьте по дереву. Если вы сделаете это осторожно, он выпрямится.
Не судите меня. Я сделал это, и это работает. Я увидел, как парень упомянул об этом на форуме, и решил попробовать. Только не ударяйте по ней слишком сильно, иначе трубка сплющится к концу.
Для труб прямой длины лучше использовать только локти и суставы. Этот материал не очень любит сгибаться, его очень легко треснуть, расколоть или перегибать.
Если действительно нужно согнуть, попробуйте нагреть.Фонарик водопроводчика подойдет, если вы наберетесь терпения. Ацетиленовая горелка будет работать намного быстрее. Вы также можете попробовать отжечь его, если не хотите работать с ним, пока он горячий.
В качестве альтернативы вы можете попробовать метод с песком или замороженной мыльной водой, о котором я расскажу позже.
Как согнуть тормозную и топливную магистрали
Для профессионального изгиба тормозных и топливных магистралей используйте инструмент для формования тормозных магистралей.
Вы определенно можете согнуть их вручную, если будете практиковаться и терпеливо, но гибочные машины для тормозной магистрали очень просты в использовании (особенно в тесноте), они делают красивые и крутые повороты, и ваша работа будет выглядеть намного лучше.
Хотя, честно говоря, мне не повезло с множеством дешевых инструментов. Есть так много мусорных трубогибов, которые даже не работают, иначе они сломаются, как только вы попробуете первый изгиб.
Если вы собираетесь его купить, стоит потратить немного больше на что-нибудь с узнаваемым брендом. Я люблю ту, что от Иствуда. Он по-прежнему по разумной цене, работает очень хорошо (просто возьмите и поверните), и на линии будет минимальное обжатие. С этим инструментом ваши линии будут выглядеть красиво и аккуратно.Проверьте здесь текущие цены.
Если у вас много терпения и вы хотите идеальных результатов , вы также можете попробовать сгибание вручную методом замороженной мыльной воды. Если вы немного потренируетесь и не торопитесь, у вас могут быть идеальные сгибания рук без каких-либо видимых следов. Это отлично подходит для утомительных вещей, таких как реставрация классических автомобилей, когда вы хотите, чтобы все было в первозданном виде. Я подробнее рассмотрю этот метод ниже.
Как свернуть трубы и трубки
Это отличный способ гибки трубы и трубы, но инструменты немного дороже.
С помощью этого метода можно получить достаточно ровные изгибы большого радиуса. Он работает, проталкивая трубу между тремя роликами, которые сжимают и толкают металл, когда он катится. Ролик подходит для труб любого типа, будь то квадратные или круглые. Все, что вам нужно, это матрица соответствующей формы. Вы также можете формировать более тяжелый материал, так как вы можете постепенно пропускать материал через ролики несколько раз. Другими словами, это надежный вариант для большего количества элементов конструкции.
Он работает, проталкивая трубу между тремя роликами, которые сжимают и толкают металл, когда он катится. Ролик подходит для труб любого типа, будь то квадратные или круглые. Все, что вам нужно, это матрица соответствующей формы. Вы также можете формировать более тяжелый материал, так как вы можете постепенно пропускать материал через ролики несколько раз. Другими словами, это надежный вариант для большего количества элементов конструкции.
Обратной стороной является то, что это может быть медленным. Есть автоматизированные, которые могут быть довольно эффективными, но чаще можно увидеть вариацию на ферме — что-то вроде гидравлического домкрата или большого маховика будет перемещать ролики. Есть рукоятка, которая приводит в движение одно из колес и протягивает трубу через ролики. Нередко приходится перекатывать его примерно 60 раз, чтобы получить хороший изгиб. Ваши руки будут в хорошей форме, если вам придется согнуть несколько труб.
Вы также получите небольшой изгиб на обоих концах изгиба. Ничего особенного, только что-то слегка заметное.
Ничего особенного, только что-то слегка заметное.
Как сгибать трубы и трубки с помощью песка
Мне не удалось это доказать, но я слышал, что Ferrari раньше (и, возможно, в настоящее время) использовали (d) этот метод для ручной формовки своих выхлопных труб. Этот метод (вместе со следующим с замороженной мыльной водой) требует немного усилий, но результаты действительно впечатляют.
Одна вещь, которая не нравится людям в использовании инструментов для формовки труб и насосно-компрессорных труб, заключается в том, что они деформируют металл при изгибе.По сути, если вы вставите шар, который идеально входит внутрь трубы, и попытаетесь прокатить его, он застрянет там, где начинается изгиб. Это связано с тем, что там, где штампы слегка сдавливают металл, будет небольшое углубление.
Чаще всего это не проблема. А вот парням-перфекционистам песочный метод действительно интересен.
Вот как это работает:
Создайте форму с желаемым радиусом. Это можно сделать несколькими способами.Вы можете использовать дерево, чтобы придать желаемой форме радиус. Сделайте перегиб, так как металл захочет немного отскочить. Найдите способ зажать один конец, не раздавливая его. Вы можете покрыть древесину листовым металлом, чтобы не обжечься при нагревании трубы.
Это можно сделать несколькими способами.Вы можете использовать дерево, чтобы придать желаемой форме радиус. Сделайте перегиб, так как металл захочет немного отскочить. Найдите способ зажать один конец, не раздавливая его. Вы можете покрыть древесину листовым металлом, чтобы не обжечься при нагревании трубы.
Заглушить один конец трубы / трубки. Заполните его очень сухим песком . Затем заполните трубку песком, осторожно утрамбовывая ее. Не упаковывайте плотно, только плотно. Заполните его полностью.Затем подключите другой конец.
Обычно есть два распространенных способа затыкания концов: либо обжать их, а потом отрезать, либо набить тряпкой (лучше для мелких вещей).
Теперь нагрейте металл горелкой. Не торопитесь. Это займет немного больше времени, поскольку вы также нагреваете песок, но песок также поможет сохранить часть тепла во время сгибания. Получите это докрасна.
Указание по безопасности: если песок влажный, существует вероятность взрыва трубы, потому что пару некуда идти.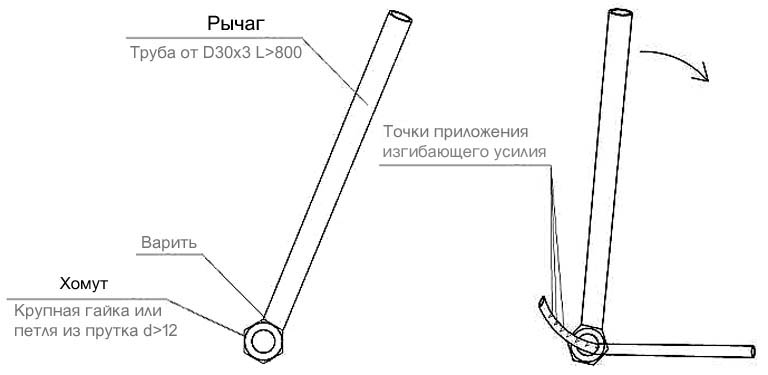 Чтобы песок перед использованием тщательно просох, его следует тщательно приготовить. Я люблю запекать его в течение часа в духовке перед употреблением.
Чтобы песок перед использованием тщательно просох, его следует тщательно приготовить. Я люблю запекать его в течение часа в духовке перед употреблением.
Теперь поместите трубу в ту форму, которую вы построили. Для работы с трубой используйте сварочные перчатки. Вы его нагрели, значит, будет жарко. Зажмите один конец, а другой потяните по этому радиусу, пока не получите желаемый изгиб. Будьте терпеливы, не торопитесь. Не ждите, что ваш первый получится идеальным. Дайте ему немного остыть, прежде чем вынимать его.
У этого метода есть несколько сложных аспектов.Например, правильно почувствовать, насколько плотно набивать песок. Слишком туго, и для сгибания потребуется гораздо больше мышц. Он также может слишком сильно растянуть металл на одной стороне изгиба, и его будет очень трудно вытащить. Слишком мало, и труба разрушится сама по себе.
Также может потребоваться немного практики, чтобы получить правильный размер радиуса и отметить, где изгибы должны начинаться и останавливаться. Это особенно верно, если вы пытаетесь сделать что-то действительно точное. Если вы не будете очень осторожно удерживать зажатый конец, вы, вероятно, захотите отрезать несколько дюймов, потому что зажим действительно деформирует трубу.
Это особенно верно, если вы пытаетесь сделать что-то действительно точное. Если вы не будете очень осторожно удерживать зажатый конец, вы, вероятно, захотите отрезать несколько дюймов, потому что зажим действительно деформирует трубу.
На самом деле это крутой способ гнуть трубу. Поначалу получение желаемых результатов может быть очень неприятным, но со временем вы сможете выполнять отличные изгибы. Многие профессионалы используют этот метод и по сей день для выполнения премиальных работ. Это тоже действительно старая техника. Судя по всему, они занимались этим сотни лет. Не спрашивайте меня, кто «они».
Отлично подходит для материалов большего диаметра, например (по моему опыту) 3/4 ″ и выше. Сложнее всего достать песок.Для трубок меньшего размера обратите внимание на замороженную мыльную воду ниже.
Как согнуть трубу и трубки с помощью замороженной мыльной воды
Отлично подходит для небольших тюбиков из пластичных материалов. Например, латунь, алюминий и сталь.
Итак, вот что самое интересное в методе замороженной мыльной воды: в замороженном состоянии он образует твердый гель (консистенция измельченного эскимо), а затем тает и смывается. Мыльная вода также самосмазывается, поэтому она очень гладкая изнутри при изгибе.Царапин нет.
Вот как это сделать:
- Смешайте мыло и воду в соотношении 1: 1. У меня нет технической информации о точном идеальном соотношении, но это то, что я сделал, и это сработало.
- Закройте один конец трубки. Самый простой способ сделать это — просто зажать и отрезать позже.
- Влейте смесь.
- Закройте другой конец крышкой.
- Бросьте на ночь в морозильную камеру.
- Создайте форму. Используйте дерево, колышки, случайные круглые предметы, все, что вам подходит по форме.Для небольших вещей с крутым изгибом используйте край 2 × 4.
- Выньте замороженную трубку из морозильной камеры.
- Теперь согните его над своей формой.
- Поздравляю. Теперь у вас есть изогнутая трубка.
 Теперь у вас есть изогнутая трубка.
Теперь у вас есть изогнутая трубка.Этот метод позволяет получить действительно хорошие изгибы без перегибов. Я слышал, что это более или менее тот метод, который они используют для изготовления медных инструментов, таких как трубы, тубы и тому подобное. Я не знаю, действительно ли это мыльная вода или какой-то другой вид гелевой смеси, которая не должна быть холодной, но принцип тот же.
Дайте трубе нагреться и снимите заглушки. Слейте мыльную воду и тщательно промойте трубку.
Вот и все, теперь вы вооружены необходимой информацией, чтобы овладеть искусством трубогиба! В конечном итоге вам нужно решить, стоит ли гнуть трубу / трубу или просто использовать стандартные соединения. Соединения часто проще и быстрее, в то время как изгибы обычно более сильные, с меньшей вероятностью утечки и (если вы хорошо поработали) красивее.
Вопросы / комментарии? Разместите их ниже.Вы также можете быть действительно крутыми и поделиться этим в социальных сетях. Все классные это делают.
Все классные это делают.
Связанные вопросы
В чем разница между трубкой и трубкой?
Практическое правило, чтобы запомнить разницу между трубкой и трубой, заключается в том, что труба измеряется ее внутренним диаметром, тогда как труба обычно измеряется ее внешним диаметром.
Неточный внутренний диаметр трубы; это номинальный размер. Значит, они будут немного больше рейтинга.Представьте себе это так: размер трубы равен диаметру шара, который может безопасно пройти через систему, не застряв.
Как согнуть стальные квадратные трубы?
Это сложнее с точки зрения того, сколько силы вам нужно, но в целом вы можете сделать это, используя тот же общий подход, что и для круглых труб. Если вы формируете его с помощью инструмента, штампы будут плоскими, а не закругленными.
Другой вариант — вырезать V на внутренней стороне сгиба, затем согнуть его, а затем сварить изнутри.Это прочное соединение, и (если вы хороший сварщик) оно может красиво выглядеть.
Leave a Comment