Сварка видео ютуб: Аргонодуговая (TIG) сварка — история, оборудование и технология (видео)
Содержание
Сварка оптоволокна — 15 глупых ошибок. Как правильно паять оптоволоконный кабель.
Оптоволоконный кабель уже давно и прочно вошел в нашу жизнь, постепенно заменяя все остальные марки проводов, широко применяемые ранее в слаботочных сетях и сетях телекоммуникаций.
При этом у всех почему-то крепко засело в головах, что для работы с оптикой требуются какие-то суперпрофессионалы и обучаться той же сварке оптоволокна нужно очень долго и усердно.
А между тем, производители сварочных аппаратов говорят совершенно обратное. Они утверждают, что их современные приборы настолько совершенны и просты в работе, что справиться с этим процессом может любой человек.
Достаточно придерживаться определенных инструкций, не совершать элементарных ошибок и чудо аппарат сделает за вас большую часть работы самостоятельно.
Так ли это на самом деле или нет? Чтобы объективно ответить на данный вопрос, следует сделать важную ремарку – сама сварка это всего лишь 5% от общей работы кабельщика ВОЛС.
Изучив только процесс сварки, без соответствующих знаний чтения схем, постройки магистралей, навыков разделки и укладки кабеля в кассету и кросс, измерения затухания рефлектометром, вы никогда не будете считаться профессионалом своего дела.
Но давайте все-таки подробнее рассмотрим именно процесс сварочных работ, подготовки кабеля к нему и отметим наиболее распространенные ошибки, которые печальным образом сказываются на месте соединения, уровне сигнала и дальнейшей работе ВОЛС.
Типы оптоволоконного кабеля
Сварочные аппараты для оптики работают примерно по одному принципу. Поэтому не будем заострять внимание на какой-то одной модели, старый добрый Фуджикура (Fujikura) или Ilsintech, изучим саму последовательность процесса.
У вас может быть даже модель с управлением от смартфона. Но это в корне не меняет технологию работ. Она везде одинакова.
Итак, изначально мы имеем два отрезка кабеля ВОЛС, с которых нужно снять внешнюю изоляцию.
Снимая внешнюю оболочку, делайте это с таким прицелом, чтобы в дальнейшем у вас не возникло проблем с укладкой волокон и модулей в сплайс-кассете, кроссе или муфте.
Ошибка №1
Если кабель при этом долго лежал под открытым небом (без защитной капы), перед разделкой обязательно отрезается около 1м с каждого конца.
Дело в том, что нити в кабеле как губка всасывают всю окружающую влагу. В итоге оптоволокно мутнеет.
И даже если вы идеально сделаете соединение, это все равно в дальнейшем не спасет вас от больших потерь сигнала.
Включаете аппарат и выставляете на нем тип кабеля, который будет соединяться.
Различают одномодовые (SM) и многомодовые (MM) оптические кабеля.
На одномодовых волокнах в основном используется три длины волны (три окна прозрачности):
Все зависит от общей длины трассы и используемого оборудования. Кроме того, волокна подразделяют на:
Кроме того, волокна подразделяют на:
- со смещенной дисперизацией — DS
- с ненулевой смещенной дисперизацией — NZ
Внешне их никак не отличить. При сварке чаще всего работают с простыми и со смещенкой. Соединять смещенку и простые волокна не рекомендуется.
Стриппер для снятия изоляции с оптического кабеля
Далее требуется удалить изоляцию с модулей и с отдельных жил. Чаще всего для этого используют специальный ручной инструмент — оптический стриппер.
Хотя в отдельных моделях сварочников можно встретить и встроенный термостриппер. Однако механическим работать гораздо удобнее и быстрее.
Тем более, когда варишь не за удобным столиком, а где-нибудь на высоте или в колодце.
Ошибка №2
Запомните, такой инструмент, по-хорошему, должен иметь заводскую юстировку.
Иначе весь процесс может превратиться не в аккуратное срезание, а в царапанье или грубое сдирание оболочки.
Если лаковое покрытие с волокн не снимается с первого раза и приходится юлозить стриппером туда-сюда, это многое говорит о качестве инструмента.
Сначала изоляция снимается с модулей. Перед этим, салфеткой смоченной в спирте, с них счищается гидрофобное покрытие.
Рекомендуется проделывать это в перчатках. Гидрофоб очень неприятная штука, которая в дальнейшем плохо смывается.
А вам после этого еще работать с тонким оптоволокном и сварочником!
Ошибка №3
Удаляя оболочку с жил, не делайте это так, как показано ниже.
Оптоволокно крепкий материал на разрыв, но не на излом! При разделке в минусовую температуру жила при таком способе запросто может сломаться.
Поэтому изоляцию лучше снимать стриппером, поочередно вытягивая ее с каждой жилки, и только после этого переходить к следующей, избегая резких изгибов и заломов.
После снятия внешней изоляции, с волокна удаляется лаковое покрытие.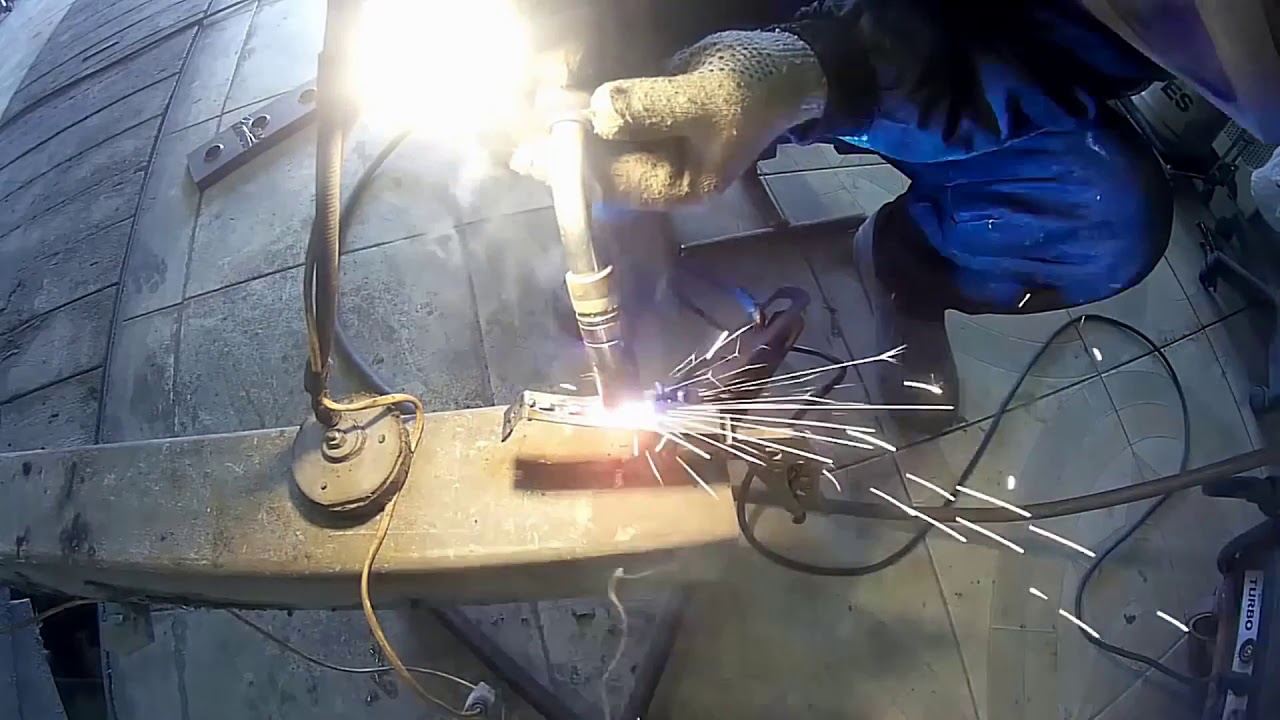 Оно придает ему одновременно гибкость и жесткость.
Оно придает ему одновременно гибкость и жесткость.
Без него волокно становится очень хрупким. Можете без лака на такую жилку положить мобильник и она сломается. А вот с лаком совсем другое дело.
Бывает, что кабель неделями висит только на этих нитках в лаке, когда вся внешняя оболочка уже повреждена. А оптоволокну хоть бы что, держит и ветровые и растягивающие нагрузки.
Ошибка №4
Когда зачищаете волокно от лака, часть его остаётся на стриппере.
Из-за этого можно случайно сломать или поцарапать следующее волокно, что скажется на качестве сварки. Поэтому переходя к зачистке очередной жилы, каждый раз убирайте с лезвий все лишнее.
Ошибка №5
Оптическим стриппером запрещено перекусывать что-либо другое, кроме жил ВОЛС.
Он рассчитан именно на оптоволоконные жилы в 125мкм. Откусите им пластиковую стяжку и можете идти покупать другой инструмент.
Ошибка №6
Также при зачистке следите, чтобы сварочный аппарат был закрыт и туда не попало посторонних обрезков или мусора.
Испытание сварочника Фуджикура в пыльных и влажных условиях
Кстати, многие сварочники при запылении даже запрещено продувать сжатым воздухом.
В них установлена очень уж чувствительная механика и сильный поток воздуха может нарушить заводские настройки.
Скалыватель оптических волокон
После снятия лакового слоя с волокна, его требуется протереть безворсовой салфеткой, смоченной в спирте.
Ошибка №7
При чистке следующего волокна рекомендуется использовать другую салфетку, ну или по крайней мере ту ее часть, которая не участвовала в предыдущей очистке, либо не контактировала с вашими пальцами.
Если жила идеально чистая, протирая ее салфеткой, вы должны услышать характерный скрипящий звук.
Ошибка №8
С этого момента дотрагиваться до волокна руками или чем-либо другим ни в коем случае нельзя.
Более того, пока вы ее не поместили в сварочный аппарат, на нее даже пылинки не должно осесть. Это все влияет на качество сварки и уровень потерь.
После этого волокно нужно идеально ровно отрезать.
Ошибка №9
Нельзя это делать каким-либо другим инструментом, кроме специального скалывателя.
Хотя в СССР на ранних порах развития оптики, применялся даже вот такой универсальный набор кабельщика ВОЛС.
Срез должен быть очень четким, иметь строго цилиндрическую форму, без каких-либо углов и сколов.
Скалыватель может быть как встроен в сварочный аппарат, так и идти отдельным инструментом. Второй вариант предпочтительнее.
Просто помещаете проводок в скалыватель и закрываете крышечки до щелчка.
Ошибка №10
Внимание – остатки и отрезанные кусочки оптоволокна должны обязательно собираться в отдельный контейнер.
Нельзя чтобы они упали на пол, на стол или попали еще куда-либо. Толщина этих жилок настолько мала, что попав вам под кожу, этот кусочек может проникнуть в вену и начнет свое путешествие по всему организму. Также его можно случайно вдохнуть в легкие.
Толщина этих жилок настолько мала, что попав вам под кожу, этот кусочек может проникнуть в вену и начнет свое путешествие по всему организму. Также его можно случайно вдохнуть в легкие.
Все это в конечном итоге приведет к печальным последствиям.
Многие решают проблему сбора обрезков при помощи обычных кусочков изоленты. Дешево и сердито.
Ошибка №11
После скалывания волокно больше нельзя протирать спиртом или касаться им чего-либо.
Даже находиться с ним в пыльных или антисанитарных условиях запрещено. Создайте для этого подходящее рабочее место (палатка, затащите и спрячьте кабель в машину и т.п).
Сварка оптоволокна и уровень затухания сигнала
Подготовленная и зачищенная жила аккуратно вкладывается в посадочное место для сварки, чуть-чуть не доставая своим кончиком середины электрода.
Все те же операции проделываются со вторым концом кабеля.
Ошибка №12
Не забудьте перед этим одеть на второй конец муфточку КДЗС (комплект динамической защиты сварочного соединения), иначе потом будет поздно.
КДЗС — это две термоусадочные трубочки, между которыми располагается стальной штифт.
Волокна должны попасть именно в центральную трубочку, а не между ними.
В противном случае после пайки стальной штифт может его поломать.
Подготовленный второй конец закладывается в сварочник с обратной стороны от первого.
В итоге идеально чистые и ровно срезанные два конца волокна, должны оказаться между двух электродов, которые и будут выполнять сварку.
Если один из концов оказался слишком далеко от электродов и заданного положения, прибор известит вас об этом.
Также высветится ошибка, если волокна будут пересекать друг дружку.
Как только вы закрываете крышку происходит процесс самодиагностики, калибровки и выравнивания двух концов. Все это выводится на экран.
Если все нормально, нажимаете кнопку сварки и она запускается автоматически. Если вдруг один из кончиков оказался срезан недостаточно ровно, система известит вас об этом, не только просигналив об ошибке, но и известив какой конец кабеля виноват.
В данной ситуации процесс зачистки и скалывания повторяется. Со вторым, нормально зачищенным концом ничего делать не нужно.
При успешном завершении сварочного процесса (длится пару секунд), на экран выводятся потери или затухание сигнала в децибелах. Очень хорошим результатом считается 0,01-0,02дб.
Идеал – это соединение вообще без потерь. Бывает и такое.
Хотя даже на заводских пигтейлах (от английского pig tail – поросячий хвостик) встречаются не такие уж идеальные пайки.
При неудовлетворительных результатах сварки, монитор качественных аппаратов проинформирует вас об этом.
Допустимыми значениями затухания считаются следующие параметры:
Ошибка №13
Однако никогда не полагайтесь только на результат показаний сварочного аппарата.
Для конечной проверки результата обязательно требуется рефлектометр. Иначе после окончания всех работ будете задаваться вот такими вот вопросами:
Иначе после окончания всех работ будете задаваться вот такими вот вопросами:
Объясняется это тем, что камера микроскопа сварочника не способна увидеть всю картинку в 360 градусов вокруг волокна. Отсюда и погрешность.
После сварки и открытия крышки аппарат с расчётным усилием пытается развести жилки, как бы растягивая их. Тем самым проводится тест на прочность контакта.
Если сварка выдержала и не порвалась – все ОК. Однако некоторые кабельщики отключают программно такой тест, предполагая, что такое «растягивание» может повредить еще не до конца остывший контакт.
Комплект защиты сварки
После этого оптоволокно аккуратно достается из сварочника. На место сварки надвигается муфточка КДЗС.
Ошибка №14
КДЗС должна полностью покрывать всю длину зачищенного волокна, иначе никакой жесткости не обеспечить.
Остался последний этап работ. Оптоволокно с муфтой помещается в печку, которая обычно расположена в верхней части сварочного прибора.
Выравниваете жилу в этой печке и закрываете крышку. Нажимаете на табло значок печки и ждете некоторое время до появления сигнала.
Далее открыв крышку, достаете ваше оптоволокно. При этом внутри прозрачной муфты не должно быть пузырьков, которые свидетельствуют о наличии воздуха или отдельных деформированных участков (локальный перегрев).
С каждого конца муфты должно показаться и вытечь наружу немного клеящего состава. Все это говорит о хорошей сварке и надежном соединении и изоляции проводов.
При сварке многожильного кабеля все готовые муфты КДЗС обычно укладываются в специальный охлаждающий лоток. Его смысл не просто удобно расположить жилы, дабы они не путались и не мешались, а в равномерном охлаждении гильз.
Некоторые кабельщики делают такие лотки самостоятельно, например из алюминиевых уголков.
При последовательной сварке нескольких жил, не оставляйте надолго муфту в данном отсеке, иначе ее стенки расплавятся и прилипнут к стенкам направляющих элементов.
Ошибка №15
Еще одна ошибка – так называемый “горячий пирожок”.
Это когда еще не совсем остывшую муфту, сразу же из печки перекладывают в ложемент сплайс кассеты оптического кросса. С одной стороны очень удобно, сплавил – вставил, сплавил – вставил. Ничего не запутается и не переплетется с другими жилами.
Однако в этом случае стенки ложемента не дают толком остыть муфточке, мягкие стенки гильзы изгибает, что в итоге деформирует волокно и приводит к потерям.
Как видите, даже при использовании профессионального сварочного оборудования в этом деле имеется огромное количество своих нюансов и тонкостей.
Укладка кабеля в оптический кросс и сплайс кассету
Но на этом процесс вовсе не заканчивается. Когда вы заправляете оптоволоконный кабель в кросс или муфту, учтите еще несколько моментов.
Концы кабеля с необходимым запасом должны быть уложены в кассету. Именно эта работа, а не сама сварка считаются у монтажников более ответственным этапом и требует определенной сноровки и навыков.
Запас модуля в кроссе должен составлять порядка 90см, а запас волокна в кассете 2,5-3 оборота.
Поэтому изначально все вымеряйте и не экономьте на разделке.
Место крепления модуля хомутиками, кабельщики рекомендуют обматывать изолентой. Это снижает нагрузку на модуль и не повредит его острыми стенками хомута. Но и перебарщивать с изолентой не стоит.
При укладке волокон в кассете и самого кабеля в кроссе, нигде не должно образоваться острых углов. Любой острый угол превышающий допустимый радиус изгиба кабеля – это потери и ухудшение сигнала.
Критичный изгиб кабеля может случиться и при его монтаже. Поэтому когда монтажники, заводя оптику в ваш дом или проводя по подъезду, не укладывают ее, а именно “пихают”, ждите беды.
При этом, изгиба в дальнейшем может и не остаться, трасса будет идеально ровной. Однако заломленный кабель при монтаже приводит к трещинам на волокнах.
Со временем затухания будут увеличиваться. Активное оборудование поначалу будет вытягивать полезный сигнал из шумов. Но это до тех пор, пока чувствительность приемника и FEC позволяют.
Но это до тех пор, пока чувствительность приемника и FEC позволяют.
Кассету после укладки жил закрывают крышкой.
Перед этим обязательно проверьте, не торчат ли где какие проводки. Иначе можете попросту перерубить их этой самой крышкой и весь процесс начнете заново.
Проверка затухания оптическим рефлектометром
Ну и на финальном этапе остается проверить уровень сигнала непосредственно на самом коннекторе. Оптический рефлектометр не только покажет значение в виде цифры, но и проинформирует на каком расстоянии и в какой точке кабеля происходит падение.
Это не обязательно окажется место пайки, вполне возможно, что сигнал будет теряться на каком-нибудь из поворотов трассы.
Подобными сварочными аппаратами легко и удобно варить кабель GPON для подключения одного или нескольких абонентов. А вот если дело коснется 64-х или 96-ти жильной оптики, то конечно данный процесс с поэтапной заправкой каждой жилки будет сплошным мучением.
При этом нужно иметь очень зоркий глаз, дабы не перепутать цветные оттенки многочисленных жилок.
Для опытного кабельщика на фуджике с отдельным скалывателем, технологический процесс сварки 24-х волокон занимает чуть более 40 минут (1,5минуты на жилу). А сборка кросса, со всеми сопутствующими операциями (разделка, укладка, маркировка) – до полутора часов.
Какой вывод можно сделать из всего вышеизложенного? Конечно, сварить оптику на исправном и настроенном оборудовании, стоимостью в несколько сотен тысяч может каждый, у кого руки растут из нужного места.
А вот настроить этот самый сварочник, скалыватель, плюс поддерживать все это в исправном и работоспособном состоянии годами – для этого уже надо быть профессионалом своего дела и любить данную работу.
Статьи по теме
42 — Немецкий Пулемет, Техничексие Характеристики ТТХ MG 42, Калибр и Устройство, Схема Чертежа Пилы Гитлера
29.04.2019
Более семидесяти лет прошло с окончания Второй мировой войны – самого страшного конфликта в истории человечества. Немного осталось в живых участников тех драматических событий, родились и выросли новые поколения, сильно изменился мир. Появилась возможность для беспристрастную оценку той эпохе. Историки могут методично и беспрепятственно изучать детали военных операций, отмечать сильные и слабые стороны противоборствующих сторон, давать оценку тактике, называть удачные и неудачные решения полководцев.
Немного осталось в живых участников тех драматических событий, родились и выросли новые поколения, сильно изменился мир. Появилась возможность для беспристрастную оценку той эпохе. Историки могут методично и беспрепятственно изучать детали военных операций, отмечать сильные и слабые стороны противоборствующих сторон, давать оценку тактике, называть удачные и неудачные решения полководцев.
То же самое можно сказать и про вооружение Второй Мировой. Удачные конструкторские разработки были у каждого из противников, как и очевидные промахи. Если говорить о лучшем пулемете Второй мировой войны, то им, без сомнения, является немецкий MG.42, который – пример отличного сочетания надежности, эффективности и технологичной простоты в производстве. Он был настолько хорош, что в несколько усовершенствованном виде (MG.3) до сих пор остается на вооружении Бундесвера.
История создания пулемета MG.42
В двадцатом веке война стала настоящим соревнованием технологий. Эта тенденция наглядно отразилась в разработках стрелкового оружия, изменившегося за первые пятьдесят лет столетия до неузнаваемости.
Пулемет (в его современном понимании) впервые появился в конце XIX столетия, и уже первый опыт применения показал высокую эффективность этого вида оружия. Но настоящим звездным часом пулемета стала Первая мировая война. Пулеметы устанавливали на танки, самолеты, военные корабли. Большинство пулеметов того времени имели приличный вес, их устанавливали на специальные станки или турели. В основном это было оборонительное оружие. В конце войны был создан первый крупнокалиберный пулемет (13,35 мм).
В период между мировыми войнами появилось большое количество весьма удачных образцов подобного оружия: пулемет Виккерса (Великобритания), Браунинга (США), ШКАС и ДШК (СССР). Все эти пулеметы впоследствии приняли активное участие во Второй Мировой войне.
Вот их сравнительные характеристики:
| Характеристики | Ручные пулеметы | Станковые пулеметы | ||||
| Пулемет | MG. 42 42 | “Брэн”Мк1 | ДП-27 | MG.42 | М1919А4 | СГ-43 |
| Страна | Германия | Англия | СССР | Германия | США | СССР |
| Патрон | 7,92×57 | 7,7×56 (.303) | 7,62x53R | 7,92×57 | 7,62×63 | 7,62x53R |
| Масса оружия с патронами, кг | 12,6 | 11,5 | 10,6 | 32,1 | 21,55 | 40,4 |
| Длина тела пулемета, мм | 1219 | 1150 | 1272 | 1219 | 1041 | 1150 |
| Начальная скорость пули, м/с | 750 | 745 | 840 | 750 | 853 | 865 |
| Темп стрельбы, выстр/мин | 1200 | 660 | 600 | 1200 | 500 | 500-700 |
| Емкость магазина (ленты), патронов | 50 | 30 | 47 | 250 | 250 | 250 |
Активно велись работы над созданием так называемого единого пулемета, который мог бы исполнять функции как легкого пехотного пулемета, так и турельного, станкового или устанавливаться на бронетехнику.
Подобная концепция существенно упрощала использование пулемета, уменьшала затраты на снабжение и обучение личного состава. Подобным вопросом занимались во многих странах мира, но добиться успеха смогли лишь в Германии.
Первым единым пулеметом считается немецкий MG.34. Он был создан компанией Rheinmetall AG, при его разработке был учтен весь опыт использования подобного оружия в Первую мировую войну. Его можно было использовать с сошек, применять в роли станкового, авиационного, устанавливать в танки и иную бронетехнику. Пулемет весил всего лишь 12 кг (для сравнения, вес пулемета Максима – 60 кг), поэтому его можно было переносить, он мог отлично поддерживать огнем подразделения на переднем крае.
Пулемет обладал множеством достоинств (его продолжали выпускать до самого окончания войны), но были и недостатки.
Главной проблемой MG.34 была его высокая стоимость и довольно сложная конструкция. Она имела большое количество фрезерованных деталей, требовавших специальных видов стали. Стоимость одного пулемета составляла 327 рейхсмарок, что было весьма недешево для того времени. Довольно сложной были разборка пулемета и его обслуживание. По этой причине было принято решение о модернизации пулемета, и ее начали в 1938 году. Начало боевых действий в России только ускорило этот процесс: МГ.34 был весьма чувствителен к загрязнению, что неприятно сказалось во время его использования на Восточном фронте и в песках Северной Африки.
Стоимость одного пулемета составляла 327 рейхсмарок, что было весьма недешево для того времени. Довольно сложной были разборка пулемета и его обслуживание. По этой причине было принято решение о модернизации пулемета, и ее начали в 1938 году. Начало боевых действий в России только ускорило этот процесс: МГ.34 был весьма чувствителен к загрязнению, что неприятно сказалось во время его использования на Восточном фронте и в песках Северной Африки.
Победу в конкурсе на лучший апгрейд пулемета одержала малоизвестная компания Metall und Lackierwarenfabrik Johannes Grossfuss AG, которая ранее вообще не занималась стрелковым оружием. После принятия улучшенной модели MG.42 на вооружение ее производство началось не только в заводе компании-разработчика, но и на других немецких заводах.
В конце 1941 года первые пулеметы версии MG.42 были отправлены на Восточный фронт для испытаний в полевых условиях, а в 1942 году эта модель была принята на вооружение всех родов войск Германии..
MG. 42 можно смело назвать оружием военного времени, потому что он был гораздо проще, чем MG.34. Пулемет имел большое количество штампованных деталей, что значительно снизило сложность его изготовления и стоимость. Везде где только можно клепанные и винтовые соединения заменили на точечную сварку. Производить такое оружие мог даже не очень квалифицированный рабочий. Деревянный приклад был заменен на пластиковый.
42 можно смело назвать оружием военного времени, потому что он был гораздо проще, чем MG.34. Пулемет имел большое количество штампованных деталей, что значительно снизило сложность его изготовления и стоимость. Везде где только можно клепанные и винтовые соединения заменили на точечную сварку. Производить такое оружие мог даже не очень квалифицированный рабочий. Деревянный приклад был заменен на пластиковый.
При этом упрощение не оказало пагубного влияния на эффективность МГ.42. Даже наоборот: новый пулемет оказался более надежным и устойчивым к загрязнениям.
Его можно было использовать как станковый, а также стрелять с сошек, устанавливать на боевую технику, использовать пулемет как зенитный. МГ.34 и МГ.42 очень сложно отличить по внешнему виду, «тридцатьчетверку» можно узнать по характерному круглому кожуху ствола. У МГ.42 он угловатый, штампованный.
После появления у СССР первых трофейных МГ.42 советская разведка сделала неправильный вывод о том, что у Германии заканчиваются ресурсы, и поэтому немцам приходится производить подобное оружия. С ресурсами у Германии действительно было не очень хорошо, но в данном случае имело место абсолютно осознанное решение с целью удешевления оружия.
С ресурсами у Германии действительно было не очень хорошо, но в данном случае имело место абсолютно осознанное решение с целью удешевления оружия.
Производство МГ.42 продолжалось до самого конца войны, всего было выпущено примерно 400 тысяч экземпляров. Параллельно шло производство МГ 34, потому что он лучше подходил для установки на боевою технику.
В 1944 году в Германии шли работы по упрощению и удешевлению МГ.42. У новой модификации пулемета был неподвижный ствол и полусвободный затвор. Для изготовления нового оружия можно было использовать даже низкосортную сталь, что было очень важно для Германии на завершающем этапе войны. Немецким конструкторам удалось снизить вес пулемета до 6,5 кг, то есть с ним свободно мог управиться даже один боец. Этот пулемет получил наименование MG.45, но его так и не удалось запустить в серийное производство. MG.45 имел еще более высокую скорострельность: 2400 выстрелов в минуту. Многие наработки этой конструкции позже использовались для разработки послевоенных образцов оружия.
В конце пятидесятых годов МГ.42 был принят на вооружение под индексом MG.3. Он был переделан под патрон 7,62×51 мм. Для этого пришлось заменить ствол и некоторые другие элементы оружия, были также внесены многочисленные небольшие усовершенствования. Благодаря своим высоким боевым характеристикам и технологичности этот пулемет и сегодня активно экспортируется и производится по лицензии в нескольких странах.
Устройство пулемета MG.42
Разработчикам MG.42 поставили определённые задачи: создать максимально надежный и дешевый в производстве единый пулемет с высоким темпом стрельбы, что позволило бы достичь высокой боевой мощи. В этом пулемете были использованы некоторые элементы MG.34, но можно определенно сказать, что MG.42 является оригинальным и уникальным оружием.
Снижение стоимость и технологичность была достигнута за счет использования холодной штамповки и точечной сварки. Например, ствольная коробка пулемета производилась штамповкой из единой заготовки, тогда как у MG.34 – это две отдельных фрезерованных детали.
Стоимость нового оружия уменьшилась приблизительно на 30%, а металлоёмкость – на 50%, общее количество деталей снизилось до 200 штук. Кроме затвора, надульника, хомута и шептала все детали этого пулемета изготовлены методом штамповки.
MG.42 работает по принципу отдачи ствола с коротким ходом. Часть пороховых газов отводится через дульное устройство для усиления отката ствола после выстрела. Специальный регулятор надульника позволяет менять скорость отката подвижных частей пулемета, меняя тем самым его скорострельность. Выстрел производится при расположении затвора в заднем положении (открытый затвор).
Цикл начинается с взведения затвора с помощью весьма крупной рукояти. После нажатия спускового крючка затвор движется вперед, досылает патрон в патронник. Запирание ствола происходит с помощью двух роликов, которые находятся в боевой личинке, они заходят в специальные пазы в казеннике. После того как они расходятся, между ними проходит боек, он накалывает капсюль.
Ролики обеспечивают плавную работу механики пулемета, максимально снижают трение, обеспечивая при этом достаточную поверхность опоры.
После выстрела ствол вместе с затвором двигается назад, ролики в боевой личинке сводятся скосами короба. Ствол проходит еще дальше, пока его не возвращает обратно возвратная пружина. Специальный подпружиненный выбрасыватель удаляет гильзу. Возвратно-боевая пружина выталкивает затвор в переднее положение.
Ударный механизм пулемета ударникового типа, он находится в затворе. Спусковой механизм расположен в рукояти пистолетного типа, там же находится и кнопочный предохранитель, который блокирует шептало спускового механизма. Спусковой механизм MG.42 позволяет вести исключительно автоматический огонь.
Прицельные приспособления пулемета состоят из открытого прицела и мушки. Откидная мушка крепится на кожухе ствола, прицел секторный, имеет деления от 200 до 2000 метров с интервалом 100 метров. Хомутик прицела передвигался по планке с характерным щелчком, что позволяло выставлять расстояние на слух, в условиях плохой видимости или в темноте.
Длина прицельной линии составляет 430 мм, а прорезь прицела находится на значительном расстоянии от затылка приклада (550 мм). На кожух пулемета может крепиться неподвижный зенитный прицел кольцевого типа.
Приклад имеет характерную форму («рыбий хвост»), находится на линии оси ствола, допускает удержание левой рукой при стрельбе с сошек.
Охлаждение ствола воздушное. Кожух ствола имеет характерные овальные отверстия, улучшающие теплоотдачу, а с правой стороны находится вырез практически на всю длину ствола, через этот вырез происходит его замена. Ствол сравнительно легок, его можно быстро менять, процесс замены ствола у MG.42 занимает 5-8 секунд. Для этого необходимо было откинуть вперед фиксатор, который находился на правой части кожуха. Затем ствол вынимался назад, для его замены достаточно было одной руки. Для проведения этой операции пулеметчику была необходима рукавица или тряпка, потому что было необходимо касаться раскаленного металла.
Удешевление производства и увеличение темпа стрельбы привело к сокращению срока живучести ствола. Позже, правда, его канал стали хромировать, что несколько исправило ситуацию.
По правилам необходимо было менять ствол через каждые 150 выстрелов (это три пулеметные ленты), в противном случае снижались баллистические свойства оружия. Запасные стволы хранились в специальном контейнере у второго номера пулеметного расчета. Чрезмерный перегрев ствола мог привести к заклиниванию патрона в патроннике.
На передней части кожуха ствола крепились складные сошки, конструкция которых была несколько изменена по сравнению с MG.34. Сошки имели шарнирное крепление, что позволяло положить пулемет на землю и быстро поднять его. Ремень для переноски крепился на кожух ствола и на пистолетную рукоять.
Питание пулемета осуществлялось за счет гибких металлических лент с полузамкнутым звеном, сходных с лентой пулемета MG.34. Одну ленту можно было присоединять к другой с помощью патрона. Длина одной ленты составляла 50 патронов. Проблемой был контроль расхода боеприпасов, ведь в секунду оружие выпускало до 20 патронов.
Заряжание пулемета было очень простым делом. Нужно было открыть крышку, нажав на удобную защелку (это можно было делать в рукавицах), уложить патрон в правильном положении и взвести затвор.
Высокая скорострельность пулемета обусловила широкое применение MG.42 в качестве легкого средства ПВО для пехоты, а также зенитного пулемета на бронетехнику. На основе MG.42 было создано несколько зенитных установок из нескольких скрепленных вместе пулеметов. В этом случае они имели единый спуск и специальные прицельные приспособления.
Для MG.42 был разработан специальный станок с тремя опорами «Лафет-42». Он несколько отличался от станка для MG.34 и был на 3 килограмма легче его.
Применение MG.42
MG.42 – основной немецкий пулемет заключительного этапа Второй мировой войны. Это оружие было известно своей надежностью, неприхотливостью и долговечностью. Можно уверенно сказать что в данном случае упрощение конструкции пошло оружию только на пользу.
Кроме общего упрощения в конструкцию пулемета внесли многие изменения, обусловленные опытом применения MG.34. Были увеличены зазоры между деталями, что сделало оружия намного более надежным; крупная рукоять заряжания и защелка крышки позволяли работать с ними даже в теплых перчатках. Был разработан специальный «зимний» спуск, который также позволял вести огонь в рукавицах.
MG.42 был менее требовательным к качеству смазки, его разборка и обслуживание были проще. Германия подготовила для своих вооруженных сил огромное количество пулеметчиков (до конца войны их количество составило более 400 тысяч человек).
Однако главной особенностью этого оружия была его скорострельность. Пулемет мог производить от 1200 до 1500 выстрелов за минуту. Хотя рассеивание при таком высоком темпе стрельбы довольно значительно, оно не является критичным. Вибрация и отдача MG.42 не мешает его управляемости и не вызывает особых нареканий.
Как правило, расчет пулемета состоял из первого и второго номеров, к ним еще придавался стрелок, а также подносчик боеприпасов.
Следует отметить, что германская полевая тактика того времени была во многом построена вокруг единого пулемета. Если американцы и британцы во главу угла ставили стрелка с винтовкой, то в Германии главным был пулеметчик. В немецкой армии количество пулеметов было максимальным, большая часть из которых была именно MG.42.
Расчет MG.42 мог сделать сплошной огневой заслон, через который нападавшие просто не могли пробиться. Прерывался этот свинцовый дождь только на время замены ствола. Американских и британских солдат специально учили прятаться от очередей MG.42 и наступать во время замены ствола. Психологическое воздействие огня этого пулемета на солдат противника было очень велико. Американцы выпустили специальный учебный фильм о том, как справляться с шоком после пребывания под огнем MG.42.
Американцы и англичане называли этот пулемет «циркуляркой Гитлера», а советские – «газонокосилкой», «вдоводелом» и «косторезом». Сами немцы прозвали MG.42 «пилой Гитлера». Исходя из этих названий, можно представить себе его убийственную эффективность. Характерный рычащий звук работы этого оружия наводил настоящий ужас на солдат противника.
Еще одной уникальной особенностью MG.42 был Tiefenfeuerautomat, или автомат глубины огня. Если пулеметчик предполагал, что его цель находится примерно на расстоянии 1500 метров, он мог настроить оружие так, чтобы прицеливание (и огонь) происходило от 1300 до 1700 метров и обратно. Пока оружие стреляло, огонь велся именно по этому диапазону.
MG.42 не мог вести одиночный огонь, и для пулеметчика хорошим показателем было умение стрелять очередями по три—пять патронов. В немецкой армии имелись строгие предписания, как следует стрелять из MG.42. Запрещалось выпускать за одну очередь более 250 патронов, оптимальным считался темп стрельбы, при котором в минуту выпускалось 300-350 патронов. Подобные инструкции были введены для уменьшения износа ствола и увеличения точности оружия.
Подытоживая вышесказанное, можно сделать вывод, что MG.42 действительно является лучшим единым пулеметом Второй мировой войны. Упрощение, которое было вызвано нехваткой ресурсов в Германии, не только не ухудшило характеристики пулемета, но даже напротив, сделало это оружие еще более надежным и эффективным. MG.42 доказал это и в песках Северной Африки, и в снегах Восточного фронта. Именно этим можно объяснить тот факт, что модификации MG.42 до сих пор находятся в строю.
Технические характеристики MG.42/43
| Тактико-технические характеристики | ||
| Наименование | MG.42 | MG.3 |
| Калибр, мм | 7,62 | 7,62 |
| Длина общая, мм | 1230 | 1225 |
| Длина ствола, мм | 530 | 565 |
| Масса общая, кг | 11,6 | 11,05 |
| Темп стрельбы, выстр/мин | 1200-1300 | 900-1300 |
| Нач. скорость пули, м/с | 710 | 820 |
| Приц. дальность, м | 2000 | 1200 |
Если у вас возникли вопросы — оставляйте их в комментариях под статьей. Мы или наши посетители с радостью ответим на них
С друзьями поделились:
2 быстрых рецепта желе из красной смородины
Классическое желе из красной смородины
Ингредиенты
- 1 кг красной смородины;
- 1 кг сахара.
Если у вас много белой смородины, добавьте её к красной в пропорции 1 : 1. Желе получится не очень ярким, но не менее вкусным.
Приготовление
Хорошо промойте ягоды. Можно не очищать их от веточек, поскольку ягодная масса будет перетираться через сито.
Засыпьте смородину сахаром и тщательно перемешивайте 5–8 минут. Сахар должен практически раствориться в ягодном соке, а сама масса — получиться кашеобразной.
Переложите ягодно-сахарную смесь в высокую кастрюлю и поставьте на сильный огонь. Непрерывно помешивайте смесь.
Варить желе из указанного количества ингредиентов придётся около 8–10 минут.
Однако легче определять готовность по внешнему виду. Тогда приготовление можно условно разделить на несколько этапов.
Когда смесь закипит, в кастрюле появится пенка.
Затем пены станет намного больше. Интенсивно перемешивайте ягодную массу, иначе она убежит.
Постепенно пена начнёт оседать, а на поверхности самой смеси появятся пузыри. После этого нужно поварить желе ещё примерно 3 минуты.
Поставьте в чистую ёмкость сито и перелейте туда проваренную ягодную смесь. Перетрите её ложкой так, чтобы в сите остался только «жмых».
Пока ещё жидкое желе разлейте по банкам и, не закрывая их, оставьте при комнатной температуре на ночь. За это время желе застынет.
Зачем вам собирать листья смородины и заваривать чай →
Желе из красной смородины без варки
eatsmarter.com
Ингредиенты
- 2 кг красной смородины;
- 1,8 кг сахара.
Красную смородину можно заменить белой, тогда желе получится светло-жёлтым.
Приготовление
Промойте ягоды и удалите веточки. Пропустите смородину через мясорубку или измельчите блендером. Затем протрите ягодную массу сквозь сито.
Всыпьте в получившийся сок сахар и тщательно перемешивайте 10 минут. Оставьте ягодную массу ещё на 15–20 минут, периодически перемешивайте. Сахар должен полностью раствориться, а смесь — начать густеть.
Распределите желе по банкам, закройте крышками и поставьте в холодильник. Через сутки оно застынет и со временем будет становиться всё плотнее.
Читайте также
Услуги по радиочастотной сварке — Производство гибких защитных кожухов
Производство термопластов и текстильных изделий на заказ и полный комплекс услуг
Помимо высокочастотной сварки, наши другие производственные решения включают сварку горячим воздухом, горячую клиновую сварку, нанесение клея и промышленное шитье тяжелых, не швейные материалы.
SealWerks обладает опытом и знаниями в определении наилучшего метода изготовления вашего гибкого продукта. Независимо от того, нужна ли вам помощь на этапе проектирования, проектирования или воспроизведения, мы работаем с вами, чтобы разработать рабочий прототип и предоставить полный спектр услуг по производству вашего продукта.Мы поможем определить лучший выбор материалов и производственный процесс, необходимый для достижения функциональности продукта и экономической эффективности. Мы даем вам варианты и решения, предназначенные для повышения производительности вашего продукта, графиков производства и рентабельности инвестиций.
Многие отрасли промышленности полагаются на высокочастотную сварку, термосварку и тяжелые швейные услуги для продуктов, которые они используют в своем бизнесе. Отрасли, которые получают выгоду от этих услуг, включают:
Это просто некоторые из отраслей, в которых используются продукты, изготовленные с помощью процессов высокочастотной сварки и термосваривания.
Преимущества радиочастотной сварки и термосварки
Радиочастотная сварка и термосварка — это процессы, которые давно используются для создания герметичных швов на различных гибких изделиях. Хотя процессы герметизации различаются по исполнению, они дают относительно одинаковые результаты. Материал, необходимый для изготовления RF и термосварки, должен иметь полярную молекулярную структуру для создания эффективного уплотнения.
Некоторые из наиболее распространенных материалов, используемых в этих услугах, включают: термопласты, полиуретан, ПВХ, полиэстер с уретановым покрытием, полиэстер с виниловым покрытием, PA, EVA, ABS, олефины и TPE.
Благодаря радиочастотной сварке и другим процессам термосваривания продукты прочно соединяются в процессе производства. RF-процесс создает герметичные герметичные уплотнения для воздуха и жидкости, стойкость к разрыву и износу с почти невидимыми швами, кромками, не пропускающими воду, и связями, которые являются такими же прочными или более прочными, чем исходные материалы. Методы термосваривания обычно используются для негабаритных продуктов, требующих выбора формы и конфигурации. Каждый процесс предназначен для обработки простых и сложных требований к продукту.
В SealWerks мы максимально используем эти преимущества, чтобы обеспечить надежный и экономичный процесс, который можно использовать снова и снова. Если вы хотите поговорить с экспертом о том, что вам нужно для начала, свяжитесь с SealWerks сегодня!
То, чего не знают производители, может повредить процессу
Лазеры часто используются для соединения в автомобильной промышленности. Мониторинг лазерной системы помогает обеспечить согласованные и высококачественные процессы соединения.
Применение мощных лазеров становится все более обычным явлением в промышленных условиях, например, при спекании в аддитивном производстве, соединении компонентов кузова в автомобильной промышленности, а также сверлении и резке аэрокосмических компонентов. По мере открытия и разработки новых областей применения этих лазеров все больше производителей осознают, насколько надежными и воспроизводимыми могут быть промышленные лазерные системы.
Как и любой другой станок, технологии, связанные с лазерной системой, значительно продвинулись вперед за последние несколько десятилетий.Однако до сих пор существует множество мифов о применении, эксплуатации и техническом обслуживании промышленного лазера. Отделение фактов от вымысла имеет решающее значение для обеспечения высококачественного лазерного процесса.
Миф 1. Современные лазерные процессы настолько стабильны, что не требуют особого контроля.
Использование лазера в качестве промышленного инструмента можно проследить почти с момента появления самого лазера. Лазер CO 2 раньше был рабочей лошадкой в производстве лазеров с его чистой мощностью, относительно недорогими эксплуатационными расходами и простотой обслуживания.Сотни тысяч используются до сих пор.
В 80-е годы волоконный лазер был представлен в качестве промышленного инструмента и изменил ландшафт промышленного производства лазеров. Волоконный лазер принес несколько преимуществ, таких как повышенная эффективность подключения к стенке, улучшенное качество луча и меньшие затраты на техническое обслуживание по сравнению с хорошо зарекомендовавшими себя лазерами CO 2 . Но первые поколения волоконных лазеров были дорогими, не обеспечивали мощности, необходимой для промышленных лазеров, и их было трудно обслуживать.Производители волоконных лазеров преодолели большинство этих препятствий и теперь предоставляют более практичные источники и системы.
Какими бы качественными и надежными ни стали сегодняшние лазерные системы, у пользователя может возникнуть соблазн пренебречь тем фактом, что система по-прежнему состоит из физических частей с физическими свойствами. Лазерные системы состоят из механических и электрических компонентов, которые выходят из строя или выходят из строя после периодического использования. Когда эти лазеры используются в суровых промышленных условиях, заполненных технологическим мусором, деградация и выход из строя компонентов многократно увеличиваются, что приводит к снижению эффективности и увеличению эксплуатационных расходов.
Системные дизайнеры проявили творческий подход к управлению отходами технологического процесса. Однако без измерения производительности лазерной системы пользователь не может понять в полной мере последствия деградации этих компонентов системы или то, как и когда предпринять действия, чтобы максимизировать эффективность системы.
Лазерные системы требуют значительных финансовых вложений для максимально быстрого и эффективного производства деталей. Периодическое обслуживание системы необходимо, но очевидное желание максимизировать рентабельность инвестиций (ROI) означает минимизировать время, необходимое для обслуживания системы.Система измерения характеристик лазера может обеспечить быструю индикацию того, как работает лазер, и помочь в разработке более комплексной процедуры обслуживания лазера.
Миф 2: Если лазер не работает должным образом, просто включите питание.
В приложениях с лазером CO 2 , когда лазер начинает отклоняться от оптимизированного процесса, у пользователя лазера может возникнуть соблазн увеличить мощность, чтобы продолжить обработку деталей, не обращая внимания на то, почему лазер теряет эффективность.Что может происходить, так это повышенное тепловое воздействие на лазерную систему, вызванное старением, повреждением или загрязнением оптики, обычно близкой к процессу. Тепловой эффект заставляет сфокусированное пятно смещаться вверх, что приводит к снижению плотности мощности.
Приборы для профилирования луча позволяют конечным пользователям настраивать свои лазерные процессы для достижения точной освещенности, достаточной для поставленной задачи, но не слишком интенсивной, чтобы сварной шов, например, перегревался и давал менее оптимальные результаты. Современные инструменты для лазерных измерений помогают пользователям понять характеристики их лазерного излучения и оптимизировать работу и техническое обслуживание своих систем.
Кстати, производители должны знать основные различия между лазерами CO 2 и волоконными лазерами. CO 2 лазеры работают на очень щадящей длине волны 10,6 мкм. Оптика этих лазеров прочна, менее восприимчива к повреждениям окружающим технологическим мусором и проста в обслуживании. Современные волоконные, дисковые и диодные лазеры работают с длиной волны около 1 мкм. Оптика, используемая в этих лазерах, более восприимчива к повреждениям из-за мусора, образующегося в их суровых промышленных условиях, и при замене необходимо обращаться с ней с особой осторожностью.Некоторые операторы лазеров полагаются на устаревшую практику замены лазерной оптики CO 2 , но эти методы в конечном итоге могут повредить обрабатывающие головки их лазеров с длиной волны 1 мкм.
Для систем аддитивного производства на основе лазера требуются точная выходная мощность и размер сфокусированного пятна в процессе для стабильного производства качественных деталей.
Миф 3: Измерения в лазерной системе слишком дороги и требуют много времени.
Этот миф о низкой окупаемости инвестиций в лазерную измерительную систему коренится в неправильном представлении о том, что эти системы дороги и сложны в установке и использовании. Кроме того, многие производители считают, что, хотя лазерное измерительное оборудование — это хорошо, оно может не предоставлять информацию, которая является полезной или актуальной для приложения.
Исторически стоимость приобретения лазерных измерительных систем была высокой. Когда в 1970-х годах стали появляться электронные лазерные измерительные приборы, они в основном использовались в научных лабораториях и в строго контролируемых средах.Информация, которую они предоставили, была особенно полезной, но стоимость владения позволяла иметь эти инструменты только хорошо финансируемым организациям.
Сегодня, с развитием технологий камер, оптических компонентов, сетевых и коммуникационных технологий, а также вычислительной мощности и программного обеспечения, лазерные измерительные приборы стали меньше, быстрее и дешевле. Измерители мощности лазера и продукты для профилирования луча превратились в экономичные инструменты для обслуживания, которые можно интегрировать непосредственно в рабочие ячейки лазеров.Например, производители автомобилей все чаще интегрируют промышленное комбинированное устройство измерения мощности и профилирования луча в свои рабочие ячейки для мониторинга характеристик лазера для анализа тенденций, прослеживаемости процессов и более разумного прогнозирования технического обслуживания.
Помимо снижения стоимости, ряд усовершенствований позволяет упростить работу с этими продуктами. Современные лазерные измерительные системы учитывают потребности системных интеграторов, операторов и обслуживающего персонала.Например, они используют стандартные протоколы связи и разработаны с надежными соединениями промышленного оборудования. Они также включают меры безопасности для защиты от повреждений из-за технологического мусора и перегрева. Измерители мощности лазера и устройства для профилирования луча широко используются в научных и исследовательских областях и часто предназначены для этих сред. Эти продукты также применяются на промышленных площадках, поскольку они предоставляют соответствующую информацию о характеристиках лазеров.Из-за этого их конструкция была адаптирована для более суровых производственных условий.
Миф 4: Лазерными процессами можно управлять с помощью лазерных измерений или без них.
Нередко можно услышать, как персонал, занимающийся лазерной обработкой, в промышленности говорит: «Этот лазерный процесс настолько надежен, что с ним редко что-то выходит из строя» или «Этот лазер сваривает листовой металл, так зачем мне заботиться о его характеристиках?» В некоторых случаях разрабатывается и развертывается лазерное приложение, и предполагается, что производительность остается постоянной, пока что-то не пойдет не так.Это не лучший способ управлять процессом. Кроме того, особенно неприятно слышать эти заявления людей, работающих в высокоточных приложениях, таких как автомобилестроение, которые уделяют такое внимание безопасности и качеству.
Реальность производственного мира, однако, такова, что стремление к безопасности и качеству уравновешивается постоянным шумом барабанной дроби для снижения эксплуатационных расходов. Но иногда это может быть сложно, особенно для лазерных приложений, таких как сварка материалов с высокой отражающей способностью, в которых не всегда легко добиться согласованного процесса лазерной обработки.Чтобы гарантировать стабильную работу лазера в течение долгого времени, необходимо провести, проанализировать ключевые измерения производительности и принять соответствующие меры. Когда эти параметры лазера неизвестны, процесс может дрейфовать и в конечном итоге привести к браку деталей. Например, если сфокусированное пятно при сварке меди смещается от своего расчетного положения, потеря проплавления может происходить из-за увеличения размера луча в точке процесса. Если отслеживать смещение фокуса в лазерной системе, этого смещения можно избежать.
Экологичность также является важным фактором. Производственные компании ищут способы более разумного использования ресурсов, чтобы уменьшить воздействие на планету. Любой, кто участвовал в этих инициативах, знает, что каждое небольшое улучшение процесса помогает.
Измерение, отслеживание и анализ характеристик лазера, а также принятие мер для поддержания стабильных характеристик лазера может способствовать устойчивости. Правильно обслуживаемая лазерная система потребляет меньше энергии и максимизирует производительность, что не только хорошо для снижения эксплуатационных расходов, но и хорошо для планеты.
Миф 5: Унаследованные технологии лазерных измерений проверены временем и дают нам достаточно информации о нашем лазере.
Философия «не ремонтировать то, что не сломано» жива и процветает в производстве. Например, некоторые специалисты по обслуживанию лазеров по-прежнему используют очень простые инструменты для обслуживания и устранения проблем с лазером. Лазерные «силовые шайбы», акриловые модовые блоки и люминесцентные пластины с люминесцентным покрытием легко и быстро использовать, но эти устаревшие продукты рисуют неполную картину того, как работает лазер в любой данный момент времени.
В этих примитивных методах лазер на несколько секунд направляет лазерное излучение на тепловое устройство большого объема, которое выдает одно число, соответствующее выходной мощности. Лазерный луч отображается на акриловом блоке или флуоресцентной пластине и субъективно анализируется без каких-либо данных о тенденциях или отраслевых стандартов измерения. Современные электронные устройства для лазерных измерений обеспечивают измерения с временной привязкой, что позволяет проводить краткосрочный или долгосрочный анализ тенденций в работе лазера. Они откалиброваны по стандартам NIST и используют методы измерения луча, соответствующие требованиям ISO.Это дает пользователю более полный анализ характеристик лазера и уверенность в точности измерений.
В эпоху Индустрии 4.0 потребность в обратной связи со станками оказывается очень важной для улучшения промышленной обработки. Лазер, если рассматривать его как станок, не исключение. Теперь продукты могут предоставлять информацию об эксплуатационных характеристиках лазера с помощью нескольких различных подходов. Измерение в процессе или «на месте» может обеспечить обратную связь в реальном времени о том, как работает лазер, но часто анализирует только часть лазерной системы, что ограничивает информацию, которую можно предоставить.С другой стороны, продукты для измерения во время процесса обеспечивают более полный анализ того, как лазер работает в точке обработки; однако эти продукты необходимо использовать между запусками деталей, поэтому итоговая информация не отображается в реальном времени. В любом случае, когда речь идет об улучшении процесса, наличие информации о характеристиках лазера всегда лучше, чем отсутствие анализа.
Работа оператора лазера достаточно сложна без доступа к данным о характеристиках лазера.Измерение, отслеживание и анализ долгосрочных тенденций в производительности может помочь им лучше работать и обслуживать свои лазерные системы, а также быстро устранять проблемы, когда они возникают.
На товарищеские отношения собрано более $ 1 млн | Katherine Times
news, national
Более 1 миллиона долларов было собрано на финансирование судебной тяжбы между артистами-дружественными организациями и заместителем премьер-министра штата Новый Южный Уэльс Джоном Бариларо, которого он обвиняет в клевете. Джордан Шанкс-Марковина подает иск в Федеральный суд из-за двух видеороликов о г-на Бариларо, просмотренных более миллиона раз на YouTube.Г-н Бариларо говорит, что артист, известный под псевдонимом friendlyjordies, необоснованно клеветал на него и подверг его «гнусной, расистской атаке» в видеороликах YouTube, опубликованных в сентябре и октябре 2020 года. В одном из видео артист называет г-на Бариларо «большим , fat, wog c *** «,» жирный Нед Келли «и» аферист до мозга костей, питаемый спагетти «. Лидер NSW Nationals, имеющий итальянское происхождение, говорит, что первое видео под названием «bruz» намекало на то, что он был «коррумпированным аферистом», и «девять раз вел себя так, что дал лжесвидетельство, что его следует посадить в тюрьму».Но адвокаты Шанкс-Марковиной будут приводить доводы в защиту контекстуальной правды, честного мнения и оправдания и попытаются представить сражение как посягательство на свободу слова. Сиднейская юридическая фирма Xenophon Davis в четверг подтвердила, что 1 060 300 долларов были переведены на их трастовый счет для поддержки дружеских отношений. «Мы считаем, что эти дела лежат в основе права гражданина оспаривать, расследовать и критиковать политиков», — сказал Марк Дэвис, партнер Ксенофонта Дэвиса. «Мы глубоко признательны за поддержку десяткам тысяч австралийцев, которые осознали важность этих юридических баталий.«Деньги будут использованы для защиты Шанкса-Марковины в судебном разбирательстве по делу о диффамации, а также для защиты его продюсера Кристо Лангкера после того, как ему было предъявлено обвинение в преследовании заместителя премьер-министра. Огромный ответ, последовавший за просьбой о пожертвованиях на канале Шанкс-Марковиной на YouTube — показывает, что общественность на их стороне, — сказал он. «Мы получили более 24 000 индивидуальных пожертвований — это больше людей (чем), которые впервые проголосовали за Джона Бариларо в парламент», — сказал он в своем заявлении. Среди его сторонников — бывший премьер-министр. Кевин Радд.Австралийское агентство Ассошиэйтед Пресс
/images/transform/v1/crop/frm/silverstone-feed-data/c49e978f-d3e4-4947-93a8-0a15a63ffaf4.jpg/r0_74_800_526_w1200_h678_fmax.jpg На 1 миллион долларов было собрано больше, чем 9 миллионов долларов для развлечения. Судебная тяжба с заместителем премьер-министра Нового Южного Уэльса Джоном Бариларо, которого он обвиняет в клевете.
Джордан Шанкс-Марковина подает иск в Федеральный суд из-за двух видеороликов о г-на Бариларо, просмотренных более миллиона раз на YouTube.
Г-н Бариларо говорит, что артист, известный под псевдонимом friendlyjordies, необоснованно оклеветал его и подверг его «гнусному расистскому нападению» в видеороликах YouTube, опубликованных в сентябре и октябре 2020 года.
В одном из видеороликов артист называет г-на Бариларо «большим, толстым, чокнутым», «жирным Недом Келли» и «аферистом до мозга костей, питающимся спагетти».
Лидер граждан Нового Южного Уэльса, имеющий итальянское происхождение, говорит, что в первом видео под названием «bruz» намекнул, что он был «коррумпированным аферистом», и «девять раз вел себя так, что дал лжесвидетельство, что его следовало посадить в тюрьму».
Но адвокаты Шанкс-Марковиной будут приводить доводы в защиту контекстуальной истины, честного мнения и оправдания и попытаются представить сражение как посягательство на свободу слова.
Сиднейская юридическая фирма Xenophon Davis в четверг подтвердила, что 1 060 300 долларов были переведены на их трастовый счет для поддержки дружеских отношений.
«Мы считаем, что эти дела лежат в основе права гражданина оспаривать, расследовать и критиковать политиков», — заявил партнер Ксенофонта Дэвиса Марк Дэвис.
«Мы глубоко признательны за поддержку десяткам тысяч австралийцев, которые осознали важность этих юридических баталий».
Деньги будут использованы для защиты Шанкса-Марковина в судебном разбирательстве по делу о диффамации, а также для защиты его продюсера Кристо Лангкера после того, как ему было предъявлено обвинение в преследовании вице-премьера.
Огромный отклик, последовавший за призывом к пожертвованиям на канале Шанкс-Марковиной на YouTube, показывает, что общественность на их стороне, сказал он.
Leave a Comment